Поворотна вісь для фрезерного верстата із чпу. Особливості та конструкція поворотних осей для чпу верстата
Поворотна вісь призначена для забезпечення повороту деталей на потрібний кут. Вона є поворотним механізмом, який дозволяє здійснювати обертання заготовки в необхідному напрямку і під певним кутом. 4 поворотна вісь може бути використана для обробки заготовок з таких матеріалів, як пластик та дерево. Крім того, вісь застосовують і для гравіювання металів. Поворотна вісь для фрезерного верстата ЧПУ дозволяє створювати вироби різної складності: з її допомогою можна виготовляти балясини, ручки, елементи декору з гравіюванням, різноманітні статуетки та інші складні форми.
Існують поворотні осіна ремінному та гармонійному редукторі. У чому полягає їхня відмінність? Перший варіант найбільше підходить для обробки пластику та дерева, а другий – для роботи з твердими матеріалами, зокрема, з металом. Крім того, осі поділяються на 3-х та 4-х кулачкові. Вісь першого типу призначена для центрування заготовок, що мають круглу форму, а 4-х кулачкова вісь – для заготовок прямокутного перерізу.
Переваги поворотної осі для фрезерного верстата,
Які переваги дає поворотна вісь? Ця деталь значно розширює можливості верстатів з ЧПУ: завдяки позиціонуванню заготовки у просторі стає доступним виготовлення складних виробів. Застосування поворотної осі вирішує проблему автоматизації виконуваних робіт: після її встановлення обробка заготовок починає здійснюватися в автоматичному режимі. Крім того, поворотна вісь чпудозволять суттєво скоротити час виготовлення виробу. І, безумовно, поворотна вісь робить роботу на верстаті з ЧПУ не тільки більш швидкою, а й комфортнішою: після встановлення осі зникає необхідність перестановки заготовки, оскільки для обробки потрібно закріпити її лише один раз. Важливо, що встановлення поворотної осі не викликає складнощів: як правило, осі підходять для будь-яких верстатів, а стандартні програми дозволяють підключення даних пристроїв, тому переналаштовувати їх не знадобиться.
Таким чином, поворотна вісь ЧПУдля верстатів дає можливість у максимально короткі терміни виготовляти якісні вироби, що потребують високої точності. Відповідно, установка поворотної осі дозволить суттєво підвищити продуктивність та збільшити прибуток.
Частина друга:
Частина третя:
Частина четверта:
Частина п'ята:
Частина шоста: електроніка верстата
Та й окремий плюс - це лінійні підшипники відразу в корпусі, тому що їх простіше встановлювати на саморобні конструкції. Прості LM08UU дешевші, але під них потрібно зробити тримач (можна надрукувати на принтері) – це окрема розмова. 
Отже, кілька слів про сам комплект комплектуючих для нової осі Y, потім про доробку. Отримав посилку через 3 тижні після замовлення, у поштовому пакеті та вузькій картонній коробці для міцності. Це плюс, просто з пакета у мене циліндричні вали випадають, на Алі чомусь про це продавці не замислюються. А даремно. 
Кожна номенклатура із комплекту упакована окремо в пакетик. У підшипниках присутні сліди олії 
Для оцінки масштабу доклав до напрямних та гвинту лінійку. Лінійка на 30 см, залізо на 40 см 
Торці гвинта та валів без задирок. Таке відчуття, що вали нарізають у стандартні розміри від великого батога, тому що помітно трохи нагару на торці. Але опрацьовано після відрізки. В принципі, ту саму операцію я можу провести самостійно, тому намагаюся брати якомога довше відрізки. 
На торцях зроблена фаска. Якщо відрізаєте самостійно (а я трохи підрізаю в розмір), то фаску можна зняти на точилі/вручну. Вона в основному декоративна, щоб не було задирок і при встановленні підшипників не зачіпало за кульки. 
Мікрони не ловив, діаметр валу цілком 8 мм. До точності виготовлення циліндричних валів питань немає, головне, щоб не погнули при доставці. У мене більше претензій до підшипників. Взяв на Алі кілька лотів дешевих LM08UU, так ось деякі сидять натяг, а деякі злегка люфтять. На підшипниках це помітно сильно, особливо якщо на той самий вал встановити. 
Супорти SK8 - зручна штука. Встановлюються відразу на профіль (будь-який), і затискається вал. За бажанням, можна використовувати в аматорських конструкціях, для затиску чого завгодно з діаметром 8мм (наприклад, центр для верстата). 
Габаритні та настановні розміри знайти не проблема, вони стандартні. Якщо потрібно – пишіть у личку чи дивіться у перших двох темах, там були креслення. 
Спочатку при примірянні конструкції і до замовлення використовував 3Д друковані супорти. Зараз видалив через непотрібність. З металевими виходить набагато ж естче конструкція 
Супорти-підшипники KP08 для фіксації ходового гвинта. Для затиску є два гвинти під шестигранник на 1,5.
Дані супорти дуже зручно використовувати в аматорських конструкціях: їх застосовують у 3Д принтерах для осі Z, а також можна зробити саморобні ремінні передачі, затиснувши відрізок вала 8мм у цьому підшипнику та встановивши на вал шестірню. Зверніть увагу: для встановлення гвинта Т8 на пластину на осі X в даній копії CNC2417 використовуються підшипники KFL08, у вигляді фланця. 
Ну і останнє – корпусний лінійний підшипник SC08UU. Коштує трохи дорожче (разу в два) простого LM08UU, але в ньому присутня різьблення М4 для встановлення кріпильних гвинтів. Також дуже зручно використовувати в аматорських конструкціях із-за простоти установки. Є варіант SC08LUU подовжений, який у мене використовується в слайдері осі Z. 
Про комплект все, тепер про доопрацювання.
Почав збірку з осей X і Y, та й кареток відповідно.
Для початку збираємо вісь Y: двигун, супорт, гвинт із гайкою та муфта.
Встановлюємо двигун на утримувач. Все просто: чотири гвинти М3. Довжина невелика, переважно залежить від використовуваної пластини (товщина) і шайб. 
Двигун із пластиною перед встановленням на профіль. 
Далі встановлюємо KP08, витримуючи відстань від центру осі двигуна і від центру осі супорта однаковим 

Далі встановлюємо супорти валу SK8, чотири штуки, по парі на один вал. При установці валів не забуваємо про підшипники. 
Далі збираємо пластину з двигуном X, а також пластину із супортом KFL08 
Пластини зроблені симетричними, причому можна зібрати з обох боків гвинт на KFL08, попередньо встановивши двигун (M3 Brass Spacer - зручно брати наборами). 
Спочатку був 3Д друкований KFL08, але поки що збирав і тестував встиг замовити та отримати нормальний))) 
Збираємо далі вісь Х. Встановлюємо пластини на раму 
Встановлюємо другу пластину.
Пластини забезпечують додаткову жорсткість конструкції, одночасно є тримачем осі Х. Для посилення використано 3 циліндричні вали 8 мм. 
Далі в отвори пластин встановлюємо вали (три штуки) плюс підшипники SC08UU (три пари відповідно) 

Світлина ближче. По 10 мм циліндричного валу з кожного боку затискаються в супорт SHF08. І бажано залишити близько 20 мм ходового гвинта для встановлення ручки (ручне переміщення каретки). 
Встановлюємо пластину-каретку Х на підшипники. Не забуваймо про гайку. Я використав 3Д друкарський утримувач гайки. Купити утримувач досить проблематично. З варіантів купити є або одразу плоску пластикову гайку (POM) з отворами для кріплення (варіанти та ). Бачив у продажу, але гроші коштують дорого. Так що поки що друкарський власник… 

Перевіряємо вільний хід каретки від початку до кінця осі, затягуємо гвинти. 
На пластину вже кріпиться слайдер осі Z. Можна зробити їх відрізка профілю 2080 та супортів SK8, можна виготовити самостійно, можна
З числовим програмним управлінням, що підвищує виробничі особливості робочого інструмента. Вона дозволяє обробляти нестандартні заготовки, виготовляючи вироби складної форми. Устаткування дає можливість здійснення повноцінної 3D та 4D обробки на верстатах з ЧПУ. Найчастіше агрегат використовується для роботи з деревом, але може обробляти й інші матеріали.
Особливості
Поворотні осі характерні для кожного верстата. Основне завдання даного елемента – забезпечити обертання заготовки навколо осі. З його допомогою виконується обробка заготовок, в основі яких лежить:
- дерево;
- алюмінієві, кольорові та мідні сплави;
- пластик.
За роботу осі відповідає двигун. Вона може бути частиною оригінальної конструкції верстата, або встановлюється окремо. При окремій установці елемент виступає як четверта осі.
Чотириосьова обробка на відміну від триосьової має ряд переваг. Триосьовий спосіб дає можливість виконати 3D обробку з одного боку заготовки, оскільки інша буде прикріплена до столу. Щоб обробити другий бік, доводиться виконувати додаткові дії щодо переустановки виробу. Поворотна вісь дозволила вирішити цю проблему. За допомогою її заготовку можна обробити з усіх боків без додаткових дій.
Завдяки цій особливості можна отримати вироби, що мають складну конструкцію:
- меблеві комплектуючі;
- ювелірні вироби;
- декоративні дерев'яні візерунки.
Верстати із поворотною віссю широко поширені при оформленні декору. Правильне налаштування приладу дозволить забезпечити обробку в автономному режимі. Заготовки будуть схожими на вироби ручної роботи.
Конструкція
Існують різні варіанти верстатів із поворотною віссю. Найбільш якісними є. На звичайних приладах продуктивність нижча.
На високопродуктивних агрегатах встановлюється ременная передача. Деякі моделі оснащені п'ятою віссю. Розміри робочого столу можуть змінюватись, але ширина і довжина не повинна бути менше одного метра. Апарати саморобного типу характеризуються установкою на поворотну вісь токарного патрона чи планшайби. На заводських приладах поширені трикулачні токарні патрони.
Найбільш популярним типом двигуна є двофазний на чотири дроти.
Габарити та вартість обладнання залежать від конкретної моделі. Великогабаритні варіанти застосовуються у промислових умовах. Більш компактні моделі можна використовувати для побутових завдань та малого бізнесу. Але навіть найдешевші варіанти зможуть дозволити собі не всі. Тому багато хто виготовляє ЧПУ верстат самостійно.

Верстат з поворотною віссю своїми руками
Недосвідченим користувачам не рекомендується робити верстат із поворотною віссю з металу. Спочатку слід спробувати зробити агрегат із фанери. У першому етапі складається креслення і управляюча фрезерна програма. Цей етап можна здійснити за допомогою сервісу Rhinoceros. Товщина фанери повинна становити щонайменше 15 міліметрів. Її необхідно закріпити на столі, після чого верстат із ЧПУ зробить потрібні заготовки.
Другий етап полягає у складанні отриманих деталей. Після цього потрібно придбати підшипник водяного насоса. Цей елемент продається в магазинах автозапчастин. Перед встановленням підшипника деталі необхідно покрити лакофарбовою речовиною. Підшипник можна закріпити за допомогою болтів. Для роботи приладу потрібна група комплектуючих, серед яких:
- стіл для верстата;
- ремінна передача;
- кроковий двигун.
Додаткові деталі виготовляються на токарному верстаті. Після того, як складання агрегату буде виконано, потрібно окремо докупити драйвер, який відповідає за керування кроковим двигуном. Новий драйвер необхідно поставити в блок керування верстатом.
Перед тим, як зроблена своїми руками поворотна вісь ЧПУ буде запущена, потрібно переконатися, що комплектуючі добре закріплені.
Використання
Існують два способи роботи з поворотною віссю:
- індексний;
- безперервний.
Перший спосіб передбачає покрокову обробку, починаючи з вільних рухів і закінчуючи нерухомими умовами. Перехід від однієї обробки до іншої супроводжується зупинкою та фіксацією. Для другого способу додаткові дії не потрібно. Справна обробка залежить від наявності програми та відповідної моделі робочого інструменту.
Для повноцінної обробки верстат повинен бути забезпечений чотирикоординатною системою керування. Щоб компенсувати вагу шпинделя, вісь Z обладнана газовою пружиною.
У звичній нам тривимірній системі координат є три взаємно перпендикулярні осі (X, Y, Z), які утворюють базис.
Більшість верстатів з ЧПУ в початковій-базовій версії, виробляють лише 3-х осьову обробку.
Однак для деяких виробів складної форми цього недостатньо. За рахунок додаткової модифікації - установки поворотної осі, гравірувально-фрезерні верстати з ЧПУ здатні проводити 4-осьову обробку.
Чотирьохосева обробка на гравірувально-фрезерному верстаті на верстаті з ЧПУ, з використанням поворотної осі-це в загальному випадку безперервна обробка, як симетричних, так і несиметричних тіл.
На відміну від звичайної 3-х осьової обробки 3D моделі, де деталь повинна кріпитися з одного боку, до столу верстата з ЧПУ, 4-осьова фрезерування дає можливість обробляти виріб з усіх боків безперервно, без додаткових операцій з перестановки деталі на робочому столі. Це дозволяє одержувати вироби складної форми. Виготовлення балясини, капітелей, колон, стовпів, ніжок столів і стільців, шахових фігур, а також різних статуеток, кілець іншої ювелірної та рекламно-сувенірної продукції це найбільш часто зустрічаються приклади такої обробки.
Різноманітність форм, контурів – будь-який політ фантазії знайде втілення при обробці деталей на гравірувально – фрезерному верстаті з використанням 4-ї поворотної осі.
Основною опцією модифікації, як згадувалося раніше, 3-осьового верстата під 4-осьовий, є використання поворотної осі, малюнки 1 і 2.
На малюнку 1 представлено фотографію поворотної осі для верстата ЧПУ, яка дозволяє вести багатосторонню обробку.
Малюнок 1 Поворотна вісь для верстата з ЧПУ.
фрезерний ЧПУ модельіст3040

Відео різання складної фігури з використанням поворотної осі на прикладі шахового коня
Установка поворотної осі на 3х осьовий фрезерний ЧПУ cnc-3040al300

Малюнок 2 4-х осьовий фрезерний верстат з ЧПУ
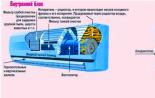
Крім цього, для безперервної обробки по 4 осях система ЧПУ верстата повинна ще мати можливість управляти встановленою на ньому повторною віссю. Тому 4-осьова осьова обробка передбачає не тільки наявність поворотної осі, а й використання відповідної системи ЧПУ. Найчастіше для цього використовується контролер крокових двигунів з 4-ма каналами управління або простіше -4-осьовий контролер. Приклад контролера наведено малюнку 3. Канал А даного контролера може використовуватися управління поворотною віссю встановленої на верстаті.

Малюнок 3.
Існує два типи 4-х координатної обробки: перший – безперервна та другий – позиційна обробка (обробка з індексуванням). Безперервна обробка - у цьому випадку фрези одночасно переміщуються по всіх ступенях свободи.
Позиційна обробка - поворотна вісь застосовуються лише зміни становища заготовки, інші операції здійснюються як тривимірної обробки.
Для роботи з поворотною віссю необхідно налаштувати програму управління. Нижче наведено налаштування для Mach3 для поворотних осей з передавальним числом 6:1 та 4:1. На малюнку 4 наведено установки висновків LPT-порту для контролера крокових двигунів в алюмінієвому корпусі, показаного на малюнку 3.

Малюнок 4.
Рисунок 5 – налаштування для поворотної осі з передавальним числом 4:1.

Малюнок 5.
Рисунок 6 – налаштування для поворотної осі з передавальним числом 6:1.

Малюнок 6.

Малюнок 7.
Керуючі програми для роботи з використанням багатосторонньої обробки можлива у програмах DeskProto, PowerMill та ін.
На малюнку 8 показаний результат багатосторонньої обробки на 4х осьовому фрезерному чпу CNC-3040AL2
Малюнок 8. Багатостороння обробка на 4х осьовому настільному ЧПУ з використанням поворотної осі