Травильна ділянка. Травильна ділянка Визначення прогину цільного опорного валка
Надіслати свою гарну роботу до бази знань просто. Використовуйте форму нижче
Студенти, аспіранти, молоді вчені, які використовують базу знань у своєму навчанні та роботі, будуть вам дуже вдячні.
Розміщено на http://www.allbest.ru/
Вступ
Одна з тенденцій у листопрокатному виробництві полягає у розширенні дресирувальних станів для обробки гарячекатаної сталі. Гарячекатанні тонкі смуги, прокатані на безперервних широкосмугових станах станах, дресирують на станах, встановлених в лініях травлення або агрегатів поперечного різання. Дресирування гарячекатаного металу, що проводиться з номінальними обтисканнями 1 - 1,5% дозволяє зменшити різнотовщинність, хвилястість і коробоватість смуг, підвищити якість їхньої поверхні.
Гарячекатанну і холоднокатану відпалену листову сталь призначену для холодного штампування і глибокої витяжки, зазвичай дресирують при температурі нижче 80С про. У процесі зберігання листового металу в ньому розвивається деформаційне старіння, що призводить до переривчастого протікання деформації та появи ліній ковзання та відштампованих з тонкого металу деталей. Для запобігання цьому негативному явищу в деяких випадках застосовують дресирування холоднокатаної сталі, призначеної для глибокої витяжки. За цим способом для запобігання старінню листову сталь дресирують 150 - 200 о. Дресирування у вказаному діапазоні температур проводять під час охолодження після відпалу
Властивості сталі, обробленої за способом теплового дресирування, зберігаються практично незмінними, якщо температура металу вбирається у температури динамічної старіння. Діаграма розтягування зразків з листової сталі, дресованої при температурі 100 - 200 С, має монотонний «без зуба» та майданчики плинності. Запобігання старінню металу і за рахунок теплого дресирування спокійну сталь можна замінити на киплячу сталь або напівкиплячу.
Перевага процесу теплового дресирування та прокатки гарячекатаних листів із низьковуглецевих сталей полягає у суттєвому скороченні тривалості охолодження рулонів на складі після гарячої прокатки. Крім того, опір маловуглецевих сталей при температурах теплого дресирування значно нижче ніж 20 - 30 С за рахунок цього скорочується енергосилові параметри процесів дресирування та подальшої плавки смуг. (1. з 12)
1. Загальна частина
1.1 Технологічний процес у ЛПЦ – 4 ВАТ ММК, короткий аналіз основного технологічного обладнання
Датою пуску ЛПЦ - 4 вважається 27 грудня 1960 року, саме в цей день державною комісією підписано акт прийому в експлуатацію стану "2500" гарячої прокатки. Цех виробляє як товарну продукцію гарячекатаний сталевий лист мірний товщиною 1,8-10,0 мм, ширина 1000-2350 мм, вага рулонів досягає до 25 т. Стан виробляє 7 млн. т гарячекатаного листа на рік.
Сляби до цеху надходять у відкритих вагонах з киснево-конвекторного цеху, які потім розвантажуються мостовими кранами, обладнаними магнітними захватами, складу слябів.
Подача слябів до печей здійснюється транспортно-оздоблювальною лінією безпосередньо на завантажувальний рольганг у печей, а також за допомогою завантажувальних пристроїв. Укладання слябів на візки проводиться мостовими кранами, обладнаними кліщовими захватами. Максимальна вага стопи слябів 130 т.
Стопа слябів транспортується краном до столу, що піднімається, що передається, передається на стіл, і далі сляби по одному стикаються на завантажувальний рольганг.
Рольгангами сляби транспортуються в залежності від довжини, завантажуються в печі в один, два ряди і в розбіжність. Положення слябів щодо осі печі перед їх завданням у піч визначається за допомогою фотодатчиків на рольгангу у печі.
Температура нагрівання слябів 1200-1250 ° залежно від марки сталі. Нагріті до температури прокатки сляби по одному видаються з печей і плавно без удару укладаються на приймальний рольганг за допомогою приймача слябів.
Далі видані з печі сляби транспортуються приймальним рольгангом в чорновому окаліноломателю, де проводиться видалення окалини сляба, і далі транспортування його рольгангом до чорнової групи клітей. У чорновій групі сляб послідовно прокочується в розширювальній кліті, і трьох універсальних клітях. Видалити окалини у чорновій групі передбачається водою високого тиску за допомогою установок гідрозбиву. Залежно від перерізу смуг, що прокочуються, товщина підкату після чорнової групи становить 26-50 мм.
Після прокатки в чорновій групі підкат транспортується проміжним рольгангом до чистової групи клітей. Остаточна прокатка смуг до заданої товщини проводиться в клітинах чистової групи, де смуга знаходиться одночасно у всіх 11 клітинах.
У проміжках міжклітинних чистової групи клітей розміщені також установки міжклітинного охолодження смуги ламінарного типу. Установка має вигляд трубопроводу, де розташовані форсунки. Саме через них установка охолоджує смугу жл потрібної температупи.
Після виходу переднього кінця смуги з останньої чистової кліті смуга на заправній швидкості спрямовується по рольгангу, що відводить, на одну з моталок для змотування в рулон.
За чистовими клітками встановлено три моталки. У четвертій і п'ятій змотуються в рулон тонкі смуги завтовшки 1,2 - 4 мм, у шостій - товстіші від 2 до 16 мм. Перед надходженням смуги в моталку пневмолінійки розведені та налаштовані гвинтовим механізмом установки на розчин, який на 10-20 мм менший за суму номінальної ширини смуги та двох ходом пневмолінійки. Після захоплення смуги роликами пневмоциліндри зводять лінійки, які з постійним зусиллям центрують смугу протягом усього процесу змотування. Після закінчення змотування лінійки повертаються у вихідне положення.
Перед кожною моталкою відповідно на рольгангу, що відводить, розташовані системи охолодження смуги ламінарного типу. Охолодження смуги проводиться зверху та знизу. Після захоплення смуги моталкою смотка тонких смуг зазвичай ведеться з натягом без участі роликів, що формують, а товсті смуги змотуються при постійному підтисканні з боку формують роликів. Після змотування смуги в рулон зупинка барабана моталки проводиться в положенні, що виключає відвисання заднього кінця смуги на рулоні.
Далі, після звільнення рулону в результаті стиснення барабана моталки, рулони передаються візком-зйомником на контаватель і рулон укладається у вертикальному положенні на передавальний візок. Візок перевозить рулон до конвеєра.
Конвеєри рулонів переміщують рулон від відповідних груп моталок до підйомно-поворотного столу, встановленого на деякій відстані перед моталками для товстої смуги. По ходу транспортування рулони обв'язуються, зважуються та маркуються. Далі рулони транспортуються мостовими кранами, оснащеними кліщовими захватами, склад готової продукції. Потім їх вантажать у вагони та відправляють замовникам або на стани холодної прокатки для подальшої обробки. Також на території цеху є три агрегати поперечного різання, на яких проводиться різання готової продукції на мірні листи.
До основного технологічного обладнання пічного відділення можна віднести: методичні нагрівальні печі, приймач слябів, пристрій для зачистки слябів, завантажувальний рольганг, ваговий рольганг.
Методична піч призначена відповідно для нагрівання слябу. Методична піч складається з робочого простору (пода), де відбувається спалювання палива та нагрівання металу, та низки систем: опалення, транспортування заготовок, охолодження елементів печі, управління тепловим режимом та інші. Робочий простір печі розбитий на зони: методичну зону, зварювальну зону, томільну зону.
Малюнок 1. План ЛПЦ - 4: Ґ° - склад слябів; Ґ± - пічне відділення; ҐІ - машинний зал; Ґі - склад готової продукції; Ґµ - електромашинне приміщення;Ґ¶ - склад рулонів;Ґ· - прокатне відділення. 1 – рольганг пічний; 2 - зіштовхувач слябів; 3 - приймальний рольганг; 4-чорнова група клітей; 5 - окаліноломатель; 6 – чистова група клітей; 7 - леткі барабанні ножиці; 8 – моталки; 9 – конвеєр рулонів; 10 – нагрівальні печі.
Усі зони, крім методичної, оснащені пальниками, в яких спалюється паливо ( природний газ). Заготівлі нагріваються поступово (методично), переміщаючись, спочатку через неопалювану методичну зону (зону попереднього нагріву), де температура порівняно низька, потім через зварювальні (нагрівальні) зони з високою температурою, де відбувається швидке нагрівання металу, і томильну зону, в якій здійснюється томлення - вирівнювання температур перерізу заготовки.
Приймач слябів призначений для позиціонування слябу на завантажувальному рольгангу та переміщенні слябу із завантажувального рольгангу в піч, працює від електродвигуна, керованого від перетворювача частоти. Робочий хід машини розраховується на підставі ширини слябу та простору, що є в печі. Приймач слябів складається з рами, на якій змонтовано візок зі штангами для виїмки з печі слябу. Раму, у свою чергу, закріплено на шарнірній опорі за допомогою шарніра. Візок встановлений на рамі з можливістю переміщення по пазах, виконаних на рамі, за допомогою котків і взаємопов'язаний з приводом її переміщення, виконаним у вигляді шарнірного чотириланки, однією ланкою якого є гідроциліндр. Рама виконана у вигляді двоплечого важеля, що коливається, один кінець якого з'єднаний з механізмом підйому слябів і являє собою також шарнірний чотиридзвінник з гідроциліндром.
Пристрій для зачистки слябів призначений для очищення роликової щіткою верхньої поверхні слябу від окалини, бруду, сміття та сторонніх предметів перед завантаженням слябів у печі. Пристрій для зачистки слябів складається з робочої частини з газорізальними головками, холостого рольгангу, станини та провідного механізму. Для розсування газорізальних головок у вертикальному напрямку служать пневмоциліндри, встановлені на супортах. У горизонтальному напрямку газорізальні головки переміщуються разом із супортами.
Рольганг завантажувальний призначений для транспортування слябів, що надходять із існуючого складу слябів. Складається з рами, роликів із кованої сталі, плитовин, індивідуального приводу для кожної секції роликів, що складається з мотор-редуктора.
Рольганг ваговий виконує зважування слябу, що знаходиться на ньому, за допомогою вагових датчиків, встановлених під рамами вагового рольганга. Складається з рами, роликів, плит, системою зважування і розпізнавання положення слябу. (2. з 115)
1.2 Пристрій, робота та технічна характеристика приймального рольгангу нагрівальних печей
Рольганг приймальний нагрівальних печей розташований у пічному відділенні стану «2500» гарячої прокатки ЛПЦ-4 ВАТ ММК і призначений для прийому нагрітих слябів з печі та транспортування їх на робочий рольганг перед чорновою групою клітей. Рольганг приймальний біля печей складається з однієї двох роликових, чотирнадцяти трьох роликових та трьох чотирьох роликових секцій. Кожна секція складається з рами та роликів. Рами зварені із листа. Ролики виготовлені з поковки. Опорами роликів є радіальні дворядні сферичні роликопідшипники, встановлені в подушках. Подушки встановлені у рамах. Ролики наводяться у обертання від приводу через зубчасту муфту. Привід складається з мотор - редуктора та підмоторної плити. Підмоторні плити зварені із листа. Під час обертання ролики наводить мотор - редуктор. Двигун - редуктор виконаний в єдиному корпусі за рахунок чого вал електродвигуна є першим валом двоступінчастого редуктора.
Таблиця 1.Технічна характеристика приймального рольгангу печі.
|
Характеристика |
Величини |
||
|
Розміри металу, що транспортується. |
|||
|
1000...2350 мм |
|||
|
Найбільша маса слябу, що транспортується. |
|||
|
Найбільша температура слябу, що транспортується |
|||
|
Діаметр бочки ролика |
|||
|
Довжина бочки ролика |
|||
|
Крок роликів |
850,1050,1100,1300,1350,1500 мм |
||
|
Окружна швидкість роликів |
|||
|
Частота обертання роликів |
84,9 об/хв |
||
|
Мотор – редуктор G82A ARC225M4 |
|||
|
Потужність електродвигуна |
|||
|
Передатна кількість редуктора |
Малюнок 2. Приймальний рольганг у нагрівальних печах. 1 - мотор-редуктор; 2 - зубчаста муфта; 3 - ролик у зборі; 4 - підшипник ролика; 5 - рама секції рольгангу; 6 - підмоторна плита.
Рисунок 3. Кінематична схема приводу приймального рольгангу біля нагрівальних печей. 1 – мотор – редуктор, 2 – зубчаста муфта, 3 – ролик, 4 – підшипник ролика.
1.3 Аналіз існуючих конструкцій рольгангів прокатних станів
Рольганги призначені для транспортування металу до прокатного стану, завдання металу у валки, прийому його з валків та пересування до ножиць, пил, правильних та інших машин. За призначенням рольганги ділять на робітники та транспортні. Робітниками називають рольганги, розташовані безпосередньо у робочої кліті табору і службовці для завдання металу, що прокочується у валки і прийому його з валків. Транспортні називають й інші рольганги, встановлені перед робочої кліттю і її і пов'язують між собою окремі машини та устрою табору.
Рольганги виділяють з груповим та індивідуальним приводом та холостими роликами.
Рисунок 3. Рольганг з індивідуальним приводом: а – від фланцевого електродвигуна, б – від електродвигуна через зубчасту муфту. 1 – ролик, 2 – конічні роликопідшипники, 3 – карданний вал, 4 – електродвигун, 5 – плитовина електродвигуна.
При індивідуальному приводі кожен ролик цієї секції рольгангу наводиться від окремого електродвигуна. Такі ролики широко застосовують у швидкохідних транспортних рольгангах для пересування гуркотів, довжина яких після розкочування значна, а також як перші ролики робочих рольгангів обтискних станів.
При груповому приводі все ролики однієї секції рольганга, що з 4 - 10 роликів і більше наводиться від електродвигуна через конічні шестерні і трансмісійний вал. Рольганги з груповим приводом застосовують при невеликій швидкості транспортування порівняно невеликому проміжку шляху.(3. з 347)
Малюнок 4. Рольганг з груповим приводом: 1 - рама роликів, 2 - ролик, 3 - корпус підшипників, 4 - конічні шестерні, 5 - трансмісійний вал, 6 - циліндрична передача, 7 - муфта, 8 - електродвигун, 9 - підшипники кочення, 10 – ролик, 11 – роликові підшипники, 12 – литі кришки, 13 – литі траверси.
Ролики кожної секції рухаються від одного електродвигуна через муфту, дві пари циліндричних передач, а також конічні шестерні, насаджені на трансмісійний вал і кінці шийок роликів. З боку приводу ролики встановлені на конічні роликові підшипники, які укладені в корпусі. З іншого боку вони так само, як і трансмісійний вал, встановлені на підшипниках кочення (2. с115)
1.4 Правила технічної експлуатації рольгангів
Під час приймання зміни необхідно перевірити наступне:
Перевірити чи ролики обертаються; чи немає биття у роликів у підшипниках; чи не зсунуті міжроликові плити і чи не стикаються вони з роликами; справність кріплення напрямних лінійок; справність систем охолодження роликів; надходження густого мастила до вузлів тертя зі спрацьовування живильників; рівень олії в редукторах по масловказівникам; при необхідності долити олію; надходження густого та рідкого мастила до підшипників роликів, трансмісійного валу, валу редукторів. При необхідності відрегулювати кількість мастила, що подається до вузлів тертя за допомогою поршнів живильників, а також очистити від забруднень масляні канали і лотки; через оглядові люки в кришках редукторів перевірити надійність кріплення зубчастих коліс на валах, а також радіальні та осьові зазори валів у підшипниках.
Протягом зміни обслуговуючий персонал повинен стежити за:
Роботою обладнання та видаляти з рольгангів шматки металу (скрапу), окалину або інші сторонні предмети; не тримати нагріті сляби або гуркіт на роликах нерухомо. Якщо метал, що прокочується, з яких-небудь причин затримується на рольгангу, то під час очікування його слід переміщати по рольгангу «похитуванням», щоб уникнути короблення роликів і неприпустимого нагріву підшипників; при укладанні слябів на рольганг не допускати ударів про ролики; реверсування роликів проводити плавно; стежити, щоб ролики охолоджувалися водою там, де це передбачено, при необхідності стан зупинити несправності усунути; чи немає витоків олії з редукторів
Ревізії та ремонти приймальних та транспортних рольгангів проводити один раз на місяць. Крім того перевіряти:
Стан та величину зносу бочок роликів, посадкові місця під підшипники; ролики, що мають знос діаметром бочки більше 20мм замінювати; ослаблені посадкові місця під підшипники на шийці роликів, трансмісійних валах, валах вузлів редукторів, корпусу редукторів та рамах рольгангу відновити до креслярських розмірів або відновити деталі; рівень настильних плит повинен бути нижчим за верхню кромку роликів не більше ніж на 1/3 радіусу бочки ролика з боку входу металу; зазор між роликами та настильними плитами, мінімально - допустима величина якого дорівнює 10 мм; стан рам рольгангів, корпусів редукторів та сполучних траверс, при виявленні на них тріщин та відколів, що порушують міцність та герметичність, а також при їх деформації провести відповідний ремонт або замінити; стан зубчастих передач, підшипників, валів, муфт, болтових та шпонкових з'єднань. При необхідності проводити ремонт або їх заміну. (5. З 24)
2. Спеціальна частина
2.1 Вибір вихідних даних та силова схема до розрахунку потужності приводу приймального рольгангу у печей ЛПЦ - 4
Вага одного сляба, що переміщається по рольгангу Q = 18т = 180кН;
Вага Ролика G p = 3,97 т = 39,7 кН;
Діаметр бочки ролика d=450мм=0,45м;
Діаметр тертя у підшипниках d п = 190мм = 0,19м;
Швидкість слябу по рольгангу V = 2м/с;
Число роликів у секції рольгангу наводиться одним ел. дв. n = 1;
Стан металу, що транспортується по рольгангу - гарячий сляб;
Крок між роликами t = 1,1;
Рисунок 5. Силова схема до розрахунку
2.2 Розрахунок потужності електродвигуна приводу секції рольгангу нагрівальних печей ЛПЦ - 4
Момент від втрат на тертя у підшипниках при переміщенні металу по рольгангу:
де: м п - коефіцієнт тертя у підшипниках ролика м п = 0,005 - 0.008
Q m - вага сляба, що припадає на 4 ролики однієї секції;
Q ----------- 10м
Q m ---------- t
Момент від можливого буксування роликів по металу:
де: М бук – коефіцієнт тертя ролика при буксуванні, для гарячого металу М бук = 0,3
Статичний момент приводу
М ст = 0,025 + 0,731 = 0,756 кНм
Момент динамічний для транспортування металу:
де: m p - маса ролика, (т)
m м – маса металу, (т)
D ip - діаметр інерції ролика, що обертається, (м)
Кутове прискорення ролика,
де: i - прискорення поступально - металу, що рухається по роликах, для гарячого металу i = 3,0
Сумарний момент приводу рольгангу:
Потужність приводу секції рольгангу:
де: щ р ол - кутова швидкість роликів, (з -1)
ККД приводу рольгангу.
т.к. в проекті електродвигун змонтований в єдиному корпусі з редуктором, вибираємо мотор - редуктор G82A ARC225 M4 з потужністю N = 22кВт і частотою обертання n = 1450 об / хв.
2.3 Кінематичний розрахунок приводу секції рольгангу нагрівальних печей ЛПЦ - 4
Визначимо передатне відношення приводу секції рольгангу у нагрівальних печей:
де: щ дв - кутова швидкість двигуна, з -1
Приймаємо щ р = 8,8 -1 (див. пункт 2.2)
Визначимо крутний момент на провідному валу приводу секції рольгангу нагрівальних печей:
Визначимо крутний момент на вихідному валу приводу секції рольгангу нагрівальних печей:
2.4 Розрахунок на міцність основних деталей та вузлів секції рольгангу
2.4.1 Перевірочний розрахунок на довговічність опор ролика секції рольгангу
Визначимо розподільне навантаження, що діє на ролик:
Визначимо реакції опор ролика у вертикальній площині:
Перевірка: Fy = 0; Y a - G p + Y b - g m = 0
21532, 76 - 34640 + 21532, 76 -8425,53 = 0
Визначимо реакцію ролика на вигин, крутіння:
Намічаємо підшипники кочення, дворядні зі сферичними роликами.
№ 3538 d = 190, D = 340мм, С = 1000000 Н, С = 805000Н
де: v – коефіцієнт при обертанні внутрішнього кільця, v = 1,2
K t - за температури 125 o C, K T = 1,45
Визначимо розрахункову довговічність, млн. про:
Визначимо розрахункову довговічність підшипника, година:
де: n дв – число оборотів двигуна, об/хв.
Висновок: довговічність підшипника приводу приймального рольгангу забезпечена.
2.4.2 Перевірочний розрахунок роликів секції рольгангу на міцність
Зробимо розрахунок для небезпечного перерізу ролика в секції рольгангу. Небезпечним перетином у ролика є його центр, саме там спостерігаються найбільші навантаження та деформації на вигин та кручення. Крутний момент у цьому перерізі дорівнює 19483,85 Нм. Матеріал ролика сталь 45, термообробка - вдосконалення. При діаметрі ролика 200 мм
Межа витривалості при симетричному циклі вигину:
Межа витривалості при симетричному циклі дотичних напруг:
Визначимо коефіцієнт запасу міцності:
при d = 200 мм, b x h = 45 x 25 мм, t 1 = 15 мм.
Визначимо момент опору вигину за формулою:
Визначимо коефіцієнт запасу міцності за нормальними напругами:
Визначимо результуючий коефіцієнт запасу міцності ролика:
Висновок: S = 5,06 > [S] = 2,5 Міцність ролика забезпечена.
2.4.3 Розрахунок на міцність шпоночного з'єднання ролика
Шпонки призматичні із округленими кінцями. Розміри довжини шпонок та пазів за ГОСТ 23360 - 78
Матеріал шпонок – сталь 45 нормалізована.
Визначимо напругу зминання та умову міцності шпонкового з'єднання:
Допустима напруга зминання при сталевій маточині [= 100 -120 МПа
d = 120 мм, b x h = 28 x 16 мм, t 1 = 10,0 мм
Міцність шпонки забезпечена.
3. Організація виробництва
3.1 Організація ремонтної служби у ЛПЦ – 4
Ремонтна служба цеху включає фахівців, відповідальних за стан всього обладнання в цеху, включаючи фахівців від провідних інженерів до слюсарів-ремонтників. Весь персонал механо-ремонтної служби у будь-якому цеху розбивається по ділянках цеху. Функції чергового персоналу включає перевірка справності трубопроводів і арматури, перевірка і підтяжка кріплень, перевірка справності систем густого і рідкого мастила, перевірка витоків масла з картерів або систем.
Малюнок 7. Схема ремонтної служби ТОВ "МСЦ" ЛПЦ-4.
Майстер зобов'язаний:
Забезпечувати виконання ділянкою у встановлені терміни виробничих завдань за обсягом виробництва продукції (робіт, послуг), якістю, заданою номенклатурою (асортиментом), підвищення продуктивності праці, зниження трудомісткості продукції на основі раціонального завантаження обладнання та використання його технічних можливостей, підвищення коефіцієнта змінності роботи обладнання, економне витрачання сировини, матеріалів, палива, енергії та зниження витрат. Своєчасно готує виробництво, забезпечує розстановку робітників та бригад, контролює дотримання технологічних процесів, оперативно виявляє та усуває причини їх порушення. Бере участь у розробці нових та вдосконаленні діючих технологічних процесів та режимів виробництва, а також виробничих графіків. Перевіряє якість продукції або виконуваних робіт, здійснює заходи щодо попередження шлюбу та підвищення якості продукції (робіт, послуг).
Бере участь у прийманні закінчених робіт з реконструкції ділянки, ремонту технологічного обладнання, механізації та автоматизації виробничих процесів та ручних робіт. Організовує впровадження передових методів та прийомів праці, а також форм його організації, атестації та раціоналізації робочих місць. Забезпечує виконання робітниками норм виробітку, правильне використання виробничих площ, обладнання, оргтехоснастки (оснащення та інструменту), рівномірну (ритмічну) роботу ділянки. Здійснює формування бригад (їх кількісного, професійного та кваліфікаційного складу), розробляє та впроваджує заходи щодо раціонального обслуговування бригад, координує їх діяльність.
Встановлює та своєчасно доводить виробничі завдання бригадам та окремим робітникам (що не входять до складу бригад) відповідно до затверджених виробничих планів та графіків, нормативних показників щодо використання обладнання, сировини, матеріалів, інструменту, палива, енергії. Здійснює виробничий інструктаж робітників, проводить заходи щодо виконання правил охорони праці, техніки безпеки та виробничої санітарії, технічної експлуатації обладнання та інструменту, а також контроль за їх дотриманням.
Сприяє впровадженню прогресивних форм організації праці, вносить пропозиції щодо перегляду норм виробітку та розцінок, а також про присвоєння відповідно до Єдиного тарифно-кваліфікаційного довідника робіт та професій робочих розрядів робітникам, бере участь у тарифікації робіт та присвоєнні кваліфікаційних розрядів робітникам ділянки. Аналізує результати виробничої діяльності, контролює витрачання фонду оплати праці, встановленої дільниці, забезпечує правильність та своєчасність оформлення первинних документів з обліку робочого часу, виробітку, заробітної плати, простоїв. Сприяє поширенню передового досвіду, розвитку ініціативи, впровадженню раціоналізаторських пропозицій та винаходів. Забезпечує своєчасний перегляд в установленому порядку норм трудових витрат, впровадження технічно обґрунтованих норм та нормованих завдань, правильне та ефективне застосуваннясистем заробітної плати та преміювання.
Бере участь у здійсненні робіт з виявлення резервів виробництва за кількістю, якістю та асортиментом продукції, що виробляється, у розробці заходів щодо створення сприятливих умов праці, підвищення організаційно-технічної культури виробництва, раціонального використання робочого часу та виробничого обладнання. Контролює дотримання робітниками правил охорони праці та техніки безпеки, виробничої та трудової дисципліни, правил внутрішнього трудового розпорядку, сприяє створенню в колективі обстановки взаємної допомоги та вимогливості, розвитку у робітників почуття відповідальності та зацікавленості у своєчасному та якісному виконанні виробничих завдань. Готує пропозиції щодо заохочення робітників або застосування заходів матеріального впливу, про накладення дисциплінарних стягнень на порушників виробничої та трудової дисципліни. Організовує роботу з підвищення кваліфікації та професійної майстерності робітників та бригадирів, навчання їх другим та суміжним професіям, проводить виховну роботу в колективі.
Бригадир зобов'язаний: Організовує роботи із своєчасного забезпечення робочих необхідними напівфабрикатами, матеріалами. Розставляє робітників на місця. Контролює якість продукції, дотримання технологічного процесу, сполученість операцій, правильність ведення обліку вироблення робочих. Вживає заходів до усунення простоїв обладнання та робітників. У разі потреби – підміняє робітників. Усуває причини, що спричиняють зниження якості продукції. Забезпечує виконання основних планових завдань бригади, конвеєра, потоку (ділянки). Спостерігає за своєчасним та якісним виправленням дефектів виробів. Проводить інструктаж робітників з техніки безпеки та правил технічної експлуатації обладнання. Проводить інвентаризацію незавершеного виробництва на початку та наприкінці роботи зміни. Бригадир на дільницях основного провадження має право: Отримувати від працівників підприємства інформацію, необхідну для здійснення своєї діяльності. Подавати на розгляд свого безпосереднього керівництва пропозиції щодо питань своєї діяльності.
Слюсар-ремонтник зобов'язаний:
Розбирання, ремонт, складання та випробування складних вузлів та механізмів.
Ремонт, монтаж, демонтаж, випробування, регулювання, налагодження складного обладнання, агрегатів та машин та здавання після ремонту.
Слюсарна обробка деталей та вузлів за 7-10 квалітетами.
Виготовлення складних пристроїв для ремонту та монтажу.
Складання дефектних відомостей на ремонт. Виконує такелажні роботи із застосуванням підйомно-транспортних механізмів та спеціальних пристроїв.
Слюсар-ремонтник має право давати підлеглим йому співробітникам доручення, завдання щодо кола питань, що входять до його функціональних обов'язків. Слюсар-ремонтник має право контролювати виконання виробничих завдань, своєчасне виконання окремих доручень підпорядкованими йому працівниками. Слюсар-ремонтник має право запитувати та отримувати необхідні матеріали та документи, що належать до питань своєї діяльності та діяльності підлеглих йому співробітників. Слюсар-ремонтник має право взаємодіяти з іншими службами підприємства з виробничих та інших питань, що входять до його функціональних обов'язків. Слюсар-ремонтник має право ознайомлюватися з проектами рішень керівництва підприємства щодо діяльності підрозділу. Слюсар-ремонтник має право пропонувати на розгляд керівника пропозиції щодо вдосконалення роботи, пов'язаної з передбаченими цією Посадовою інструкцією обов'язками.
Слюсар-ремонтник має право виносити на розгляд керівника пропозиції про заохочення працівників, що відзначилися, накладення стягнень на порушників виробничої та трудової дисципліни.
Слюсар-ремонтник має право доповідати керівнику про всі виявлені порушення та недоліки у зв'язку з виконуваною роботою.
Слюсар-ремонтник відповідає за порушення правил і положень, що регламентують діяльність підприємства.
При переході на іншу роботу або звільнення з посади Слюсар-ремонтник відповідальний за належне та своєчасне здавання справ особі, яка вступає на цю посаду, а у разі відсутності такої, особі, яка його замінює або безпосередньо своєму керівнику.
Слюсар-ремонтник несе відповідальність за дотримання діючих інструкцій, наказів та розпоряджень щодо збереження комерційної таємниці та конфіденційної інформації.
Слюсар-ремонтник несе відповідальність за виконання правил внутрішнього розпорядку, правил ТБ та протипожежної безпеки.
3.2. Технологія проведення ремонтів металургійного обладнання. Документація для проведення ремонтів
Усі ремонти металургійного обладнання поділяються на два типи: поточні та капітальні.
Поточний ремонт - ремонт, що виконується для забезпечення або відновлення працездатності виробу та організація ремонтного господарства та технічне обслуговування обладнання, базуються на системі планово-попереджувальних ремонтів (ППР).
Капітальний ремонт - повне розбирання обладнання та вузлів, детальний огляд, промивання, протирання, заміна та відновлення деталей, перевірка на технологічну точність обробки, відновлення потужності, продуктивності за стандартами та ТУ.
Технічне обслуговування -- це комплекс операцій із підтримці працездатності устаткування під час використання його за призначенням, під час зберігання і транспортуванні. В процесі технічне обслуговуванняперіодично повторювані операції - огляди, промивання, перевірки на точність та ін - регламентовані, виконуються за заздалегідь розробленим графіком.
Залежно від характеру та обсягів робіт, що виконуються при зупинках обладнання на поточний ремонт, та від тривалості таких зупинок поточні ремонти поділяються на перший (Т 1), другий (Т 2), третій (Т 3) та четвертий (Т 4) поточні ремонти . При цьому для того самого виду обладнання обсяг робіт кожного попереднього (по порядку) виду ремонту входить в обсяг наступного.
Капітальний ремонт виконується для усунення несправностей та повного чи близького до повного відновлення ресурсу обладнання із заміною або відновленням будь-яких його частин, включаючи базові. До складу робіт з капітального ремонту входять також роботи з модернізації обладнання та впровадження нової техніки, які виконуються за заздалегідь розробленими та затвердженими проектами.
Капітальним вважається ремонт обладнання з встановленою періодичністю не менше одного року, при якому зазвичай здійснюють повне розбирання агрегату, замінюють або відновлюють усі зношені деталі, складальні одиниці та інші конструктивні елементи, ремонтують базові деталі та фундаменти, збирають, вивіряють, регулюють та випробувають обладнання вхолосту та під навантаженням.
Нормальна експлуатація прокатного обладнання регламентується правилами технічної експлуатації, розробленими та затвердженими для всіх видів механічного обладнання металургійних заводів.
Для виконання ремонтів обладнання на металургійних заводах складають річні та місячні графіки технічного обслуговування та ремонтів. Річні графіки складаються відділом управління головного механіка з усіх виробничих цехів виходячи з планів проведення ремонтів основного технологічного устаткування планованому року.
На об'єкти, що готуються до капітального ремонту, інженерно – технічні працівники механослужб прокатних цехів за шість – сім місяців до початку ремонту становлять відомість дефектів. Відомість дефектів містить перелік вузлів та основних конструктивних елементів об'єкта із зазначенням виконуваних по них ремонтних робіт. У ній також вказується машини, вузли конструкції та деталі, що підлягають заміні, необхідні для ремонту матеріали та запасні частини.
Для виконання поточних ремонтів складається ремонтна відомість, оперативний графік, типовий кошторис. Ремонтні відомості складає інженерно-технічний персонал механослужби цеху. У ремонтній відомості наводиться перелік механізмів, що виконуються за ними ремонтних робіт і деталей і вузлів, що замінюються, зазначено кількість вузлів і деталей, що підлягають виготовленню або відновленню, ремонту, обсягу ремонтних робіт і потрібна робоча сила.
Ремонтні відомості передають ремонтним підрозділам пізніше як по 5 - 7 днів на початок ремонту. Приймання обладнання після ремонту здійснюється персоналом виробничого цеху та оформляється актом, який складається після випробування обладнання. (2. з 202)
3.3 Заходи щодо підвищення надійності та довговічності деталей та вузлів металургійного обладнання
Надійність - властивість об'єкта виконувати задані функції у певних умовах експлуатації. Розрізняють ідеальну, базову та експлуатаційну надійність.
Довговічність - властивість об'єкта зберігати працездатність до граничного стану при встановленої системі технічного обслуговування і ремонтів. Довговічність характеризується ресурсом та терміном служби.
Ефективний засіб відновлення зношених рольгангів та підвищення їх зносостійкості - автоматичне електронаплавлення під шаром флюсу. Наплавлення звичайним вуглецевим дротом дозволяє надійно відновлювати розміри валків. Однак незрівнянно важливішим завданням є підвищення стійкості валків шляхом наплавлення зносостійкого шару.
Електронаплавлення є різновидом дугового зварювання. Так само, як і при зварюванні, електрична дуга горить між виробом та дротом, до яких підведений струм, розплавляючи метал виробу та дріт.
За допомогою автоматичного наплавлення на поверхню виробів різної форми можна нанести шар металу різної товщини (1-40 мм), що становить одне ціле з виробом. Завдяки безперервності процесу та можливості застосування зварювального струму великої сили автоматичне наплавлення в 5-10 разів продуктивніше ручного.
Для зміцнення та підвищення зносостійкості рольгангів знаходить застосування та спосіб обкатки бочки роликами. Найбільш досконалим способом отримання високої твердості робочої поверхні станів холодної прокатки є загартування струмами високої та промислової частоти.
При індукційному нагріванні зменшується жолоблення валка і створюється можливість отримання необхідної товщини загартованого шару. Після загартування валки піддають шліфування, під час якого їх калібрують. (10. з 234)
3.4 Змащування приводу роликів рольгангу
Надійність прокатного обладнання багато в чому залежить від раціонального вибору мастильних матеріалів, способів та режимів мастила, контролю якості мастила у процесі експлуатації.
Основною функцією мастильних матеріалів є зменшення опору тертю і підвищення зносостійкості і поверхонь деталей, що труться. Крім того, вони відводять тепло від вузлів тертя і захищають поверхні, що змащуються від корозії і іржавіння. Для мастила металургійного обладнання застосовують такі види мастильних матеріалів: рідкі (мінеральні масла), пластичні (мастила), тверді мастила і мастильні покриття.
Вузли тертя приймального рольгангу у печей працюють у важких умовах, викликаних великими навантаженнями, підвищеними температурами, обводненням та забрудненням абразивними частинками довкілля.
Мінеральні масла застосовують у тих вузлах тертя, де можна забезпечити рідинне або напіврідинне тертя, де необхідний примусове відведення тепла або промивання поверхонь, що труться.
Пластичні мастила застосовують у відкритих та негерметезованих вузлах тертя; у вузлах тертя, де утруднена чи небажана часта заміна мастила.
Способи мастила розрізняють за принципом підведення мастильних матеріалів до контактних поверхонь в осередку деформації та вузла тертя. При змащуванні рідкими мінеральними маслами застосовують індивідуальний спосіб змащення, мастило з зануренням у масляну ванну та мастило під тиском.
Індивідуальний спосіб мастила застосовують для мастила окремих деталей та вузлів тертя, коли підключення до централізованих систем утруднено або до них пред'являються специфічні вимоги.
Змащування зануренням в основному застосовують у редукторах, коли тепло, що виділяється в зачепленнях, повністю відводиться в навколишній простір через стінку картера або кришку.
Змащування під тиском є найбільш ефективним способом змащування. Його застосовують у відповідальних механізмах та машинах та здійснюють за допомогою циркуляційних системмастила.
При мастилі пластинчастими матеріалами розрізняють індивідуальний, заставний, централізований способи мастила. При індивідуальному способі мастило періодично подають за допомогою ручних шприців через масляни, встановлені в мастильних отворах. Закладний спосіб полягає в заповненні вузла тертя мастилом при складанні чи ремонті. Централізований спосіб застосовують за наявності великої кількості вузлів тертя, розташованих далеко від насосної станції. (2. с227)
Таблиця 2. Карта змазування приймального рольгангу біля печей
Малюнок 6. Мапа мастила секції приймального рольгангу: 1 - підшипник ролика, 2 - зубчаста муфта
4. Охорона праці
4.1 Заходи з техніки безпеки та протипожежного захисту у ЛВЦ - 4 ВАТ «ММК»
На території листопрокатного цеху №4 заходи з техніки безпеки особлива увага. У цеху діють такі шкідливі виробничі шкідливості як: шум, запиленість, високі температури, рухомий транспорт, механізми, що обертаються.
Пил, що у повітрі цеху, одна із чинників виробничого середовища, визначальних умова праці працюючих. Причини виникнення пилу можуть бути різними: відсутність герметизації та аспірації джерел пиловиділення, застосування ручних операцій з транспортування, навантаження та розвантаження сухих високодисперсних матеріалів. Виділення пилу повітря так само утворюється від чищення обладнання, повітроводів, підлог і газових магістралей вручну, щітками, мітлами або обдуванням стисненим повітрям.
Між валками і металом, що прокочується, утворюється пил більших фракцій, який потім захоплюється гарячим повітрям і повільно осідає на обладнанні і конструкції цеху. Розмір пилу 5 - 10 мкм, що утворюється від випаровування окалини, становить приблизно 20%. Цей пил розноситься по всьому цеху. Пил, що містить окілси заліза, впливають на органи дихання. Проникаючи глибоко в дихальні шляхи, цей пил може призвести до розвитку специфічного захворювання – сидерозу. Частина пилу, потрапляючи в органи дихання, затримується на слизовій оболонці носа, а потім поступово надходить у порожнину рота та органи травлення.
Основними заходами боротьби з пилом є: введення раціональних технологічних процесів та вдосконалення обладнання, застосування ефективної герметизації та аспірації всіх пиловидільних джерел, зволоження пилу водою або парою; пристрій спеціальної пиловловлюючої вентиляції від місць пилоутворення з очищенням повітря перед викидом його в атмосферу через систему фільтрів, регулярне прибирання пилу робочих місць спеціальними пилососами, застосування індивідуальних засобів захисту (распіратори, окуляри, спец. одяг тощо).
Для придушення пилу при прокатці найбільш ефективним способомє гидрообезпыливание, у якому вдається посадити до 70 - 80% пилу. Осадження пилу провадиться за допомогою форсунок.
Пневматичне збирання пилу дозволяє значно зменшити або повністю усунути виділення пилу. При цьому високодисперсний пил не розноситься цехом, що зазвичай буває при підмітанні або очищенні обладнання щітками. Крім того, застосування пневматичного прибирання підвищує продуктивність праці на 25 - 30% і дозволяє легко прибрати пил зі стін, стель, металоконструкцій, повітроводів, обладнання, важкодоступних місць, які за інших способів рідко очищаються від пилу та є джерелами виділень пилу.
Важливим чинником оздоровлення умов праці прокатному виробництві є зниження виробничого шуму. Збільшення інтенсивності виробництва швидкостей прокатки значною мірою посилює виробничий шум у прокатних цехах. Виробничий шум різної інтенсивності і діапазону, довгостроково впливаючи на робочих, призводить до зниження гостроти слуху, котрий іноді професійної глухоти в робочих.
Для зменшення шуму в джерелі його утворення необхідно по можливості замінювати ударні взаємодії деталей ненаголошеними, зворотно-поступальні рухи обертальними, заміна металевих деталей деталями з пластмас або інших незвучних матеріалів. Агрегати, що створюють сильний шум внаслідок вихроутворення або вихлопу повітря чи газу, вентилятори, пневматичні інструменти та машини необхідно постачати спеціальними глушниками.
Також величезною небезпекою для робітників у цеху є рухомий транспорт. Територією цеху пересувається величезна кількість візків, які перевозять готову продукцію на склади, електровози які щодня привозять і відвозять з цеху металобрухт або рулони. У прольотах цеху пересуваються мостові крани, які мають великі за вагами вантажозахоплювальні пристрої. Пересуваючись територією цеху потрібно враховувати ці небезпечні чинники. Не дотримуючись техніки безпеки, робітники можуть серйозно травмуватись. Саме тому існують спеціальні доріжки та містки, якими потрібно пересуватися, щоб не потрапити під рухомий транспорт. На території комбінату передбачені обов'язково спеціальні каски.
При роботі в місцях із підвищеною температурою у людей відбувається зневоднення, починає рясно виділяється піт, підвищується тиск.
Саме тому на території комбінату передбачено спец. одяг, у майстернях стоять кулери із солоною водою.(7. с58)
Пічне відділення ЛПЦ - 4 відноситься до категорії пожежної безпеки Г. До цієї категорії належать ділянки де застосовують Негорючі речовини та матеріали в гарячому, розжареному або розплавленому стані, процес обробки яких супроводжується виділенням променистого тепла, іскор та полум'я, та (або) горючі гази, рідини та тверді речовини, які спалюються або утилізуються як паливо. На підприємствах чорної металургії застосовуються найефективніші, доцільні вогнегасні засоби. Найпоширенішим і найдешевшим засобом гасіння пожежі є вода, без якої не може працювати жоден металургійний переділ.
Вода має велику теплоємність через що має великий охолодний ефект. Охолодні дії води пояснюється великою теплотою пароутворення. При цьому від палаючої речовини віднімається велика кількість тепла. Пара у свою чергу знижує вміст кисню в повітрі, виявляючи ізолюючі властивості. Відомо, що деякі матеріали (бавовна, текстиль, сажа та інші, особливо тліючі речовини) погано змочуються, тому гасіння їх водою виявляється малоефективними. Вогнегасну ефективність води підвищують введенням у неї поверхнево - активних речовин та загусників.
Водяна пара широко застосовується на підприємствах для гасіння пожеж у маслопідвалах. Щоб згасити вогонь водяною парою, де сталася пожежа, необхідно створити концентрацію пари 35%. Для цього маслопідвали обладнуються стаціонарними сухотрубами, з'єднаними з паровою магістраллю. Сухотруби прокладаються в нижній частині приміщення, оскільки пара, що виходить з них, почне заповнювати в першу чергу верхній об'єм маслопідвалу.
Вуглекислий газ широко застосовується для гасіння пожеж для підприємства. Це газ без кольору та запаху. При тиску 6МПа вона перетворюється на рідкий стан, в якому його зберігають у балонах вуглекислих вогнегасників. При виході з вогнегасника, перетворюючись на газоподібний стан, вуглекислий газ колосально збільшує свій обсяг і охолоджується до -50 o С, охолоджуючи палаючу речовину та ізолюючи її від доступу повітря. Вуглекислий газ застосовується у вогнегасниках та стаціонарних установках для гасіння пожеж електричних установок, що перебуває під напругою. Також на територіях підприємств чорної металургії розташовані пожежні щити, на яких обов'язково є пожежне відро, вогнегасник, ящик з піском. (11. з 297)
4.2 Охорона довкілля за умов ЛПЦ - 4
Для очищення забрудненого повітря застосовують апарати різних конструкцій, що використовують різні методи очищення від шкідливих речовин.
Основними параметрами газоочисних апаратів та систем очищення є ефективність та гідравлічний опір. Ефективність визначає концентрацію шкідливої домішки на виході з апарату, а гідравлічний опір - витрати енергії на пропускання газів, що очищаються через апарати. Чим вища ефективність і нижчий гідравлічний опір, тим краще.
Пилоуловлювачі, для очищення газів, що відходять від пилу, є широкий вибір апаратів, які можна розділити на дві великі групи: сухі і мокрі (скрубери) - зрошувані водою. Циклони, найбільш широке поширення на практиці кулеуловлювання отримали циклони різних видів: одиночні, батарейні.
Фільтри. У техніці пиловловлення широко застосовують фільтри, які забезпечують високу ефективність уловлювання дрібних частинок. Процес відчистки полягає в пропусканні повітря, що очищається через пористу перегородку або шар пористого матеріалу. За типом фільтрувального матеріалу фільтри поділяються на тканинні волокнисті та зернисті.
У тканинних фільтрів перегородкою, що фільтрує, є тканина (бавовняна, вовняна, лавсанова, нейлонова скляна, металева) з регулярною структурою переплетення ниток (саржовий, полотняний і т.д.). (8. с44)
Волокнисті фільтри - це шар тонких і ультратонких волокон з нерегулярною, хаотичною структурою.
Очищення стічних вод
Промислова вода також використовується для охолодження та промивання обладнання. На стані «2500» вода використовується для охолодження та змочування смуги у процесі прокатки.
У процесі гарячої прокатки СОЖ схильні до забруднення: найдрібнішими механічними частинками (домішками), що виділяються з окисленого шару металу, шламом після травлення та продуктами зносу металу; вільними (незаемульгованими) оліями, що виділяються з емульсії в результаті розшарування; маслами, що потрапляють в емульсійну систему табору в результаті витоків з механічного та гідравлічного обладнання табору; оліями, змитими з попередньо промаслених перед прокаткою гарячекатаних смуг.
Таблиця 3. Аналіз відпрацьованих стоків СОЖ стану «2500» р.п.
Тривалість циклу роботи СОЖ (емульсії) залежить від ємності емульсійної системи, якості очищення.
Відпрацьована СОЖ (емульсія) є особливим видом стічних вод, дуже небезпечних для водойм, оскільки містить велику кількість стійко заемульгованих нафтопродуктів. У відпрацьованій СОЖ міститься 10 - 30 г/л емульгованих олій і велика кількість вільних олій. Загальна кількість ефіророзчинних речовин в емульсійних стічних водах становить 20 – 30 г/л.
Очищення емульсійних стічних вод повинно обов'язково включати реагентну обробку для руйнування емульгатора та емульгованих олій. Як деемульгатори застосовують сірчану, соляну кислоти, що відпрацював травильний розчин.
Очисні споруди призначені для видалення з охолоджувальної зворотної емульсії вільних олій, механічних домішок та продуктів окислення.
Споруди ЛВЦ - 4 ВАТ «ММК» передбачають 2-х ступінчасте очищення шляхом відстою та флотації, включають такі елементи:
6 горизонтальних відстійників, обладнаних скребковими транспортерами, 2 флотатора радіального типу насосну станцію, в якій розміщено насос для подачі на флотацію, насоси для подачі СОЖ на стан «2500» 2 приймача для відстояної та очищеної СОЖ, реагентне господарство.
Рисунок 7. Очищення стічних вод в умовах ЛПЦ-4: 1 – горизонтальний відстійник; 2 - приймальна камера "брудної" емульсії; 3 – напірний бак; 4 – флотатор; 5 - приймальна камера "чистої" емульсії; 6 – насос 12Д-9; 7 – насос 200Д-60; 8 - насос 12ПДВ-60; 9 – автоматичний фільтр системи "SACK"; 10 - бак пінного продукту з флотаторів; 11 - бак пінного продукту із відстійників; 12 – насос РЗ-30; 13 - ежектор
Відпрацьована СОЖ зі стану «2500» подається через розподільний колектор у приймальну частину горизонтального відстійника, призначеного для збирання та видалення найлегших фракцій олії та грубих механічних частинок (домішок). Потім СОЖ через розподільну перегородку потрапляє у відстійну камеру, де більш дрібнозернисті механічні домішки осідають на дно. Відстояна СОЖ збирається в лоток і трубопроводом надходить у проміжний приймач, потім - на флотаційну установку для доочищення. Відстояна СОЖ за допомогою насосів подається в напірний бак, в якому відбувається розчинення стисненого повітря емульсії. Далі суміш надходить у водорозподільний механізм і рівномірно розподіляється по всьому перерізу флотатора для остаточного очищення маслопродуктів. Очищена СОЖ відводиться в лоток і надходить до резервуару очищеної емульсії, а з нього відкачується в цех холодної прокатки для повторного використання. Виділені у відстійнику та флотаторі маслопродукти відводяться на ділянку їх регенерації. (8. з 97)
...Подібні документи
Технічний процес прокатного виробництва сортопрокатного цеху. Устаткування обжимно-прокатного табору. Вібрація приводу прокатних клітей. Технічний стан механічного устаткування. Розрахунок підшипників ковзання. Визначення потужності двигуна.
курсова робота , доданий 23.07.2013
Характеристика прокатного виробництва, обладнання табору. Технологічний процес виробництва гарячекатаного листа. Конструкція та впровадження гідравлічної багатороликової моталки. Розрахунок режиму обтискання. Розрахунок виробничої програми стану 2500.
дипломна робота , доданий 05.07.2014
контрольна робота , доданий 10.02.2014
Вибір електродвигуна, визначення його необхідної потужності. Розрахунок циліндричних зубчастих передач та валів на міцність та жорсткість. Підшипники кочення, шпонки, перевірочний розрахунок на міцність. Стандартна муфта, мастило деталей та вузлів приводу.
контрольна робота , доданий 10.01.2013
Конструювання рольгангу та аналіз технічного завдання на проектування. Розрахунок та проектування балок роликових. Конструювання колійних вимикачів. Розрахунок та вибір трубопроводів. Розрахунок, вибір насоса гідравлічного приводу, собівартість рольгангу.
дипломна робота , доданий 22.10.2011
Технологічний процес ЛПЦ-3000 Технічна характеристика устаткування. Вимоги до вихідної заготівлі. Технологія прокатки на двоклітинному стані. Охолодження гуркотів та відвантаження продукції. Управління механізмом рольгангів. Автоматика штовхача печі.
звіт з практики, доданий 18.06.2014
Проблема здійснення завантаження печей листопрокатного цеху гарячими слябами, не чекаючи їх остигання. Проект заміни механічного приводу підйому столу на гідравлічний під час реконструкції. Енергокінематичний розрахунок та підбір редуктора приводу.
дипломна робота , доданий 09.11.2016
Основні стадії технологічного процесу прокатного виробництва металургійному заводі, устаткування технологічної лінії цеху. Розрахунок кількості основного та допоміжного обладнання в цеху, техніко-економічний вибір агрегатів та їх потужності.
курсова робота , доданий 07.06.2010
Характеристика та призначення рольгангу – роликового конвеєра. Вибір типу транспортуючої машини, збільшення коефіцієнта механізації під час виробництва варених ковбас, зниження застосування ручної праці. Розрахунок конвеєра, ланцюгової передачі та підшипників.
курсова робота , доданий 09.03.2010
Технологічна та технічна характеристика основного та допоміжного обладнання стану 350. Організація роботи на ділянці табору. Метрологічне забезпечення вимірів розмірів прокату. Упорядкування калькуляції собівартості прокатного профілю кола.
Вступ 2
Короткий огляд складених прокатних валків. Характеристика стану 2500. Сортамент стану. 3
1.1 Короткий огляд та аналіз конструкцій складових прокатних валків 3
1.2 Характеристика стану гарячої прокатки 2500 8
1.3 Сортамент стану за марками сталі та розмірами смуг 9
Дослідження та розробка конструкції бандажованого опорного валка стану 2500 гарячої прокатки 10
2.1 Вибір натягу, форми, товщини бандажа та розрахунок несучої здатності з'єднання 10
2.2 Розрахунок напруг у бандажованому опорному валку 17
2.3 Розрахунок на кратність використання осі складеного опорного валка 31
2.4 Визначення циклічної витривалості у перерізі 1-1 33
2.5 Визначення циклічної витривалості у перерізі 2-2 37
2.6 Визначення зони прослизання та прогину складового та цільного опорного валка 37
2.7 Визначення прогину цільного опорного валка 38
2.8 Визначення прогину та зони прослизання для складеного опорного валка 39
2.9 Розробка заходів для запобігання фреттингу – корозії на осадових поверхнях та підвищення поверхні валка 47
2.10 Дослідження впливу покриттів покриттів, що сполучаються на несучу здатність з'єднання вісь – бандаж. Вибір матеріалу та технології нанесення покриття. 48
2.11 Вибір матеріалу осі та бандажу та способи їх термообробки 52
Економічне обґрунтування проекту 57
4.1 Розрахунок виробничої програми 57
4.2 Розрахунок кошторису капітальних витрат 59
4.3 Організація праці та заробітної плати 60
4.4 Розрахунок відрахувань на соціальні потреби 63
4.5 Розрахунок собівартості продукції 64
4.6 Розрахунок основних техніко-економічних показників 65
Висновок 68
Список використаних джерел 70
Вступ
Метою даної дипломної роботи є розробка конструкції складових опорних валків, що забезпечує їх надійність у процесі експлуатації, підвищення зі стійкості та зниження вартості.
Валки є головним елементом прокатної кліті, за допомогою якого здійснюється обтиснення смуги, що прокочується. Вимоги до прокатних валків різноманітні і стосуються не тільки їх експлуатації, а й процесу виготовлення. Прокатний валок працює при одночасному впливі на нього зусилля прокатки, моменту, що крутить, температури в осередку деформації і т.п. тому, однією з головних вимог є висока зносостійкість і термовтомна міцність, що зумовлюють малий і рівномірний знос валків.
Одним із шляхів підвищення стійкості прокатних валків та зниження їх металомісткості є використання складових валків. Застосування бандажів із високоміцних матеріалів, можливість заміни зношених бандажів при багаторазовому використанні осі дадуть великий економічний ефект.
В даний час у 5,6 чистових клітях табору 2500 ВАТ ММК застосовуються опорні валки 1600х2500 мм, які виготовляють із кованої сталі 9ХФ. У цій роботі пропонується використовувати складові валки з бандажом із литої сталі 150ХНМ або 35Х5НМФ. Як осі пропонується використовувати відпрацьовані цільноковані валки. Досвід експлуатації валків з подібних матеріалів свідчить, що їхня зносостійкість у 2-2,5 рази вища, ніж кованих. З'єднання бандажа з віссю здійснюється за посадкою з гарантованим натягом. З метою збільшення переданого крутного моменту на посадкову поверхню осі пропонується наносити металеве покриття, що значно збільшує коефіцієнт тертя, площа фактичного контакту осі та бандажа та його теплопровідність.
Короткий огляд складених прокатних валків. Характеристика стану 2500. Сортамент стану.
1.1 Короткий огляд та аналіз конструкцій складових прокатних валків
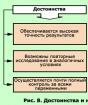
Основні переваги складових валків:
можливість виготовляти бандаж та вісь із матеріалів з різними механічними та теплофізичними властивостями;
можливість заміни зношеного бандажу при багаторазовому використанні осі валка;
термічну обробку бандажа осі можна проводити окремо, що дозволяє збільшити прожарюваність, отримати однакову твердість по всій товщині бандажа і знизити градієнт залишкових напруг, який у суцільному валку великої маси дуже високий.
Випуск бандажованих опорних валків листових станів освоїли ще у 70-х роках минулого століття. Бандаж і вісь з'єднуються, як правило, тепловим способом посадки з гарантованим натягом; бандажі виготовляються ковані або литі, осі ковані, для їх виготовлення зазвичай використовують списані валки. Отвір у бандажі найчастіше циліндричне, посадкове місце осі може бути циліндричним, бочкоподібним або близьким до нього формою для зменшення концентрації напруги у торців бандажа після складання.
За способом кріплення бандажів складові валки можна розділити на такі групи:
використання посадки із гарантованим натягом;
застосування різних механічних способів кріплення бандажу;
використання легкоплавних сплавів та клейових сполук.
Удосконаленню конструкцій, методам виробництва та складання, підвищенню технологічних характеристик складових валків присвячено багато робіт вітчизняних та зарубіжних учених. Велике місце займають роботи із забезпечення надійного з'єднання бандажу з віссю.
Так, наприклад, у роботі пропонується використовувати складовий прокатний валок, що містить бандаж з натягом, і накладений на вісь з каналами, виконаними по спіралі на поверхні, що контактує з бандажом, і буртом. В роботі пропонується до використання валок зі складеним бандажом із спеченого карбіду вольфраму. У ряді робіт останніх років все частіше пропонується до використання наплавлені бандажі із високолегованих сплавів. У багатьох випадках, при спрощенні технології виготовлення валка та підвищенні зносостійкості його поверхні, суттєво зростає вартість за рахунок застосування великої кількості легуючих елементів. Тому з метою збільшення терміну експлуатації валків багато авторів присвячують свої роботи удосконаленню конструкції складових прокатних валків.
У роботах пропонуються складові валки, що містять несучу профільовану вісь і бандаж з профільованою внутрішньою поверхнею, що насаджується з натягом з можливістю вільного переміщення ділянок меншого діаметра в нагрітому стані вздовж несучої осі через ділянки з великим діаметром по довжині. Причому бочки осі і бандажу, що утворюють поверхонь, виконані профільованими у вигляді плавної кривої за певними залежностями (рисунок 1,2). До недоліків таких валків можна віднести складність їх виготовлення, неможливість проконтролювати необхідну кривизну профілю посадкових поверхонь, а в разі ще й обмежені терміни експлуатації валка, викликані малим числом можливих переточок бандажу, внаслідок виникнення розтягуючих напруг у середній частині від розігріву та теплового розширення осі, що несе процесі роботи прокатної кліті (рисунок 2). Але головним недоліком все ж таки можна вважати складність кривих, що описують профілі поверхонь, що сполучаються, яка ускладнює процес токарної обробки, а точність, необхідна при
і
їх виготовлення практично нездійсненна при технологіях, що існують на машинобудівних заводах.
Рисунок 1 – Складовий прокатний валок

Рисунок 2 – Складовий прокатний валок
У 
роботі , в умовах стану 2500 ВАТ ММК пропонується використовувати складовий опорний валок, виконаний відповідно до схеми на малюнку 3. Недоліком такого валка є наявність перехідної ділянки осі від бурта до конусної частини, що є концентратором підвищення напруги, що може призвести до поломки осі при підвищених навантаженнях та прогині, а також обмеження терміну його експлуатації. Крім того, дана конструкція нетехнологічна у виготовленні.
Рисунок 3 – Складовий прокатний валок
Завданням пропонованого виготовлення складового опорного валка є найбільш просте технічне рішення, яке збільшить термін експлуатації за рахунок забезпечення постійного натягу по всій довжині поверхонь, що сполучаються.
Пропонується посадкове місце бандажа та осі виконати циліндричними, з погляду простоти та технологічності виготовлення. На кромках осі зробити розвантажувальні фаски - скоси, зменшення концентрації напруг. Для підвищення несучої здатності з'єднання і працездатності валка основну увагу слід зосередити на виборі величини оптимального натягу, розробці заходів, що істотно збільшують коефіцієнт тертя на поверхнях, що сполучаються, і теплопровідність контакту вісь - бандаж.
При розрахунках міцності необхідно вибрати методику, що дозволяє враховувати вплив зусиль прокатки на напружено - деформований стан бандажу.
1.2 Характеристика стану гарячої прокатки 2500
Широкосмуговий стан гарячої прокатки 2500 складається з ділянки завантаження, ділянки нагрівальних печей, чорнової та чистової груп з проміжним рольгангом між ними та лінії змотування.
Ділянка завантаження складається зі складу слябів та завантажувального рольгангу, 3 підйомних столів зі зіштовхувачами.
Ділянка нагрівальних печей складається з власне 6 нагрівальних методичних печей, рольгангу перед печами з штовхачами та підпечного рольгангу після печей.
Чорнова група складається з клітей:
реверсивна кліть Дуо;
розширювальна кліть кварто;
реверсивна універсальна кліть кварто;
Універсальна кліть кварто.
Чистова група включає леткі ножиці, чистовий окалиноломатель (кліть дуо), 7 кліток кварто. Між клітями встановлено пристрої прискореного охолодження смуг (міжклітинне охолодження).
Проміжний рольганг забезпечує скидання та обробку недоліків (планується оснащення рольгангу тепловими екранами типу енкопанель).
Лінія смоти включає відвідний рольганг з 30 секціями охолодження смуги (верхнє і нижнє душування), чотири моталки, візки з підйомно-поворотними столами.
1.3 Сортамент стану за марками сталі та розмірами смуг
Широкосмуговий стан 2500 призначений для гарячої прокатки смуг з наступних сталей:
сталь вуглецева звичайної якості за ГОСТ 16523-89, 14637-89 марок сталі за ГОСТ 380-71 та діючим ТУ;
сталь, що зварюється для суднобудування за ГОСТ 5521-86;
сталь вуглецева якісна конструкційна за ГОСТ 1577-81, 4041-71, 16523-89, 9045-93 та діючим ТУ;
сталь легована марки 65Г згідно з ГОСТ 14959-70;
сталь низьколегована за ГОСТ 19281-89;
сталь 7ХНМ за ТУ 14-1-387-84;
сталь вуглецева та низьколегована експортного виконання за ТП, СТП на основі іноземних стандартів.
Граничні розміри смуг:
товщина 1,8 10 мм;
ширина 1000 2350 мм;
вага рулону до 25 т.
Дослідження та розробка конструкції бандажованого опорного валка стану 2500 гарячої прокатки
2.1 Вибір натягу, форми, товщини бандажа та розрахунок несучої здатності з'єднання
Опорний валок 5,6 клітей стану 2500 гарячої прокатки ВАТ ММК відповідно до рисунка 4 має такі основні розміри:
довжина бочки l=2500 мм;
максимальний зовнішній діаметр бочки d=1600 мм;
мінімальний зовнішній діаметр d=1480 мм;
діаметр шийок у місці з'єднання з бочкою 1100 мм;
Посадкове місце бандажа – циліндричне. На відстані 100 мм від кожного краю осі пропонується зробити розвантажувальні фаски висотою 10 мм для зменшення концентрацій напруги бандажа після складання. Це пояснюється тим, що бандаж з'єднується з віссю тепловим способом, а при формуванні з'єднання краю бандажа остигають швидше, ніж його середня частина, що призводить до появи концентрації напруги і дає додаткову можливість розвитку фреттинг-корозії та втомних тріщин надалі
Часто, для запобігання сповзанню бандажа в осьовому напрямку на осі виконується буртик, а на бандажі проточка, або посадкові поверхні мають форму конуса. В даному випадку такі пристосування не використовуються, так як можна припустити, що при досить великій довжині поверхонь, що сполучаються осьового зсуву відбуватися не буде, а міцність з'єднання також забезпечиться гарантованим натягом і можливим збільшенням коефіцієнта тертя на поверхнях за рахунок нанесення на них металевого покриття або абразивного порошку .
Також, ця конструкція значно простіше і дешевше у виготовленні.
Аналіз чинників, які впливають вибір посадкового діаметра показує, що область оптимальних значень відносин посадкового і зовнішнього діаметрів коливається в інтервалі d/d 2 =0,5…0,8.
Якщо говорити про вибір натягу з'єднання, то можна зіткнутися з розбіжностями. Насправді оптимальний натяг зазвичай приймається рівним 0,8-1% від посадкового діаметра: =(0,008 0,01)d. Деякі автори радять збільшити його до 1,3%, а деякі навпаки знизити до 0,5%
Для розрахунків виберемо три різні значення натягів: 1 =0,8 мм; 2 =1,15 мм; 3 =1,3 мм.
Також, для порівняння та вибору оптимальних критеріїв з'єднання будемо проводити розрахунки для різних коефіцієнтів тертя та товщин бандажу.
Як зазначалося вище, величину коефіцієнта тертя можна змінити, завдавши якесь покриття на поверхні, що сполучаються.
Найбільша товщина бандажа (d посад = 1150 мм) обумовлюється його проходженням через шийки прокатного валка під час складання.
Не береться до уваги посад посад > 1300 мм, оскільки при досягненні мінімального зовнішнього діаметра (d 2 =1480 мм) бандаж стане занадто тонким.
Зробимо розрахунок деяких параметрів несучої здатності з'єднання за заданих умов.

де К - тиск на посадковій поверхні, МПа;
F= dl – площа посадкової поверхні, мм 2; (d і l – діаметр та довжина посадкової поверхні відповідно, мм)
f – коефіцієнт тертя між поверхнями, що сполучаються.
Тиск До на посадкових поверхнях залежить від натягу і товщини стінок деталі, що охоплює і охоплюється.
Згідно з формулою Ляме:

де d – відносний діаметральний натяг;
- коефіцієнт.

де Е 1 = Е 2 = 2,1 х10 5 Н / мм 2 - модулі пружності осі та бандажу;
1 = 2 =0,3 – коефіцієнти Пуассона для сталі осі та бандажу
З 1 ,З 2 - коефіцієнти, що характеризують тонкість;


де d 1 і d 2 – відповідно внутрішній діаметр осі та зовнішній діаметр бандажу.
Для даного випадку отвори в осі немає – d 1 =0, а діаметр d 2 приймаємо середній діаметр валка:

Тоді 1 =1 (d 1 =0).
Найбільший момент, що крутить, переданий з'єднанням:
Напруга стиснення в осі максимально на внутрішній поверхні:

На внутрішній поверхні бандажа максимальна розтягуюча напруга:

Результати обчислень зведено до таблиці 1.
Висновки: Як видно, тиск К, а, отже, і несуча здатність з'єднання пропорційна натягу і обернено пропорційна коефіцієнтам 1 і 2 , що характеризує тонкість.
Різниця посадкових діаметрів складає всього 150 мм, але при однакових натягах відмінність контактного тиску майже вдвічі більша для меншого діаметра.
Слід зазначити, що напруга стиснення в осі також менше у разі більш тонкого бандажа, але напруги розтягування в бандажі зі зміною його товщини залишаються практично незмінними.
Таблиця 1 - Характеристика прокатних валків 5,6 клітей табору 2000 та їх несуча здатність при різних значеннях діаметрів, натягів, коефіцієнтів тертя у з'єднанні
|
d2 = 1600 (1480) dср = 1540 |
|||||||||||||||||
|
d=1150 (C2=3,52) |
d=1300 (C2=5,96) |
||||||||||||||||
|
рост = 146,1 |
рост = 210,1 |
рост = 237,5 |
рост = 129,2 |
рост = 185,8 |
|||||||||||||

Малюнок 4 - Складний прокатний валок
Зі збільшенням коефіцієнтів тертя несуча здатність з'єднання також істотно зростає, як у випадку з d=1150 мм так і з=1300 мм, але у випадку з d=1150 мм більш максимальна.
Важливим є те, що для всіх умов з'єднанням забезпечується передача моменту, що крутить, з хорошим запасом міцності.
М пр кр
Причому запас міцності збільшується зі зростанням контактного тиску в з'єднанні, викликаного натягом.
В цілому можна сказати, що в обох випадках забезпечується хороша несуча здатність з'єднання і досить невеликі напруги в деталях валка, але кращим є бандаж, внутрішній діаметр якого d=1150 мм, за рахунок значного збільшення все тієї ж несучої здатності.
2.2 Розрахунок напруг у бандажованому опорному валку
Напруги в складовому опорному валку стану 2500 визначаються тим самим основних технічних даних, заданих у пункті 2.1. Потрібно визначити контактну напругу на посадочній поверхні бандажу та осі.
Область бандажа позначимо через S 2 а область валу через S. Радіус поверхні сполучення після складання позначимо R, а зовнішній радіус бандажу R 2 .
На зовнішньому контурі бандажа C 2 прикладена сила P, що дорівнює за величиною тиску металу на валки P 0 . Приймаючи P=P 0 маємо систему сил, що у рівновазі. Посадкова поверхня утворює контур C.
Розрахункова схема представлена малюнку 5.
Рисунок 5 – Розрахункова схема для визначення контактної напруги у валку
При вирішенні задачі напруги зручно визначати у полярних координатах. Нашим завданням є визначити:
r – радіальна напруга
- тангенційна (окружна) напруга
r - дотичні напруги.
Обчислення компонентів напруг зазвичай дуже громіздкі у загальному вигляді та у розрахунках. Використовуючи метод Н.І. Мусхелішвілі стосовно поставленої задачі і виконуючи рішення аналогічно наведеного в роботі визначаються напруги на посадковій поверхні бандажу у вигляді формул, зручних для чисельної реалізації. Остаточні вирази мають вигляд:



де P = P 0 - Питома навантаження на одиницю довжини бандажа від зовнішньої сили;
R – радіус контактної поверхні;
h і g – підсумовані у замкнутому вигляді ряди, що відображають особливість рішення в зонах точок докладання зосереджених сил P і дозволяють покращити збіжність рядів;
 - кутова координата точок контуру C;
- кутова координата точок контуру C;
постійна Мусхелішвілі;
=0,3 - коефіцієнт Пуассона;
- кут, що відраховується від осі х, до точки докладання сили Р;
n = R 2 / R - Коефіцієнт, що характеризує товщину бандажа.
Останні складові у формулах (9) і (10) є складовими напруг, що залежать від натягу. Тоді радіальні та тангенціальні напруги у складовому валку визначаються з двох компонентів, з напруг, викликаних натягом і нормальним навантаженням:
r = rp + r (12)
= p + (13)
Нормальні напруження від натягу визначаються за формулою:

де К - контактний тиск від натягу (див. Табл.1), МПа;
n=R 2 /R - відносна товщина бандажу.
Розрахунок напруг проводиться за такою формулою:

де – половина величини натягу;
Е – модуль пружності першого роду.
Дотичні напруги на поверхнях від натягу, як відомо, відсутні.
Тоді напруги rp , p та r можна представити у вигляді:
На ЕОМ були прораховані значення величин rp , p та r для різних значень n , частина яких наведена у таблиці 2.
Значення напруги представлені у вигляді безрозмірних коефіцієнтів С р, С , С , які слід помножити на величину P/(R 2 x10 3), де Р – зовнішнє навантаження на одиницю довжини бандажу, Н/мм; R 2 - Зовнішній радіус бандажа.

Для визначення компонентів напруги необхідно знати тільки n (відносну товщину бандажа) і (полярну кутову координату точки, в якій визначаються напруги).
Відповідно до рисунка 5 за заданих умов рівності нулю головного вектора і головного моменту сили Р, епюри напруг на контакті симетричні щодо осі y, тобто достатньо визначення напруг у 2х з 4х чвертей, наприклад, I і IV (від 3 /2 до /2 рад).
Характер розподілу напруги по контакту вісь – бандаж представлений на малюнках 6, 7, 8.
Таблиця 2 – Складові напруги та радіальні, тангенціальні, дотичні напруги на посадочній поверхні бандажу від впливу сили Р = 1200 кг/мм клітей 5,6 стану 2500
| | |||||||||||
|
N=1,34 (d=1150 мм) |
n=1,19 (d=1300 мм) |
||||||||||
Малюнок 6
Малюнок 7
Малюнок 8
Аналіз отриманих даних дозволив виявити такі закономірності: найменші значення rp набуває лінії дії зосередженої сили Р разом її безпосереднього докладання =270 . При деяких значеннях кута 295 для n=1,34 та 188 для n=1,19 значення rp змінюють знак. Напруги стиснення переходять у напруги розтягування, що прагнуть порушити монолітність з'єднання. Отже, епюри rp можуть мати певне фізичне тлумачення: точки контакту, в яких відбувається зміна знаків напруг, визначають області зони розкриття стику за відсутності контактного тиску від натягу за рахунок пружної деформації бандажа.
Чим тонший бандаж, тим більше максимально збільшення rp при =270 і тим більше градієнт напруг в області =260 280 .
Напруження розтягування, тим більше, чим товстіший бандаж, але їх градієнт незначний, тобто чим тонший бандаж, тим більше зусилля стиснення на осі.
На епюрах тангенційної напруги в зоні дії сили Р видно, що р є розтягуючими, причому їх максимальна величина практично не залежить від товщини бандажу. Градієнт напруги збільшується зі зменшенням товщини бандажа, а ширина зони зменшується. На більшій частині контактної поверхні осі та бандажа напруги є стискуючими з меншим градієнтом для n=1,34.
Епюри дотичних напруг r на малюнку 9 змінюють знак у точках при 215 і на більшій частині контактних поверхонь є розтягуючими, але малими для обох випадків, а отже, не надто значними.
У таблиці 3 представлені значення r та для різних значень та n.
Таблиця 3 – Величина контактного тиску та тангенційної напруги від натягу.
За даними таблиць 2 і 3 побудуємо епюри для rp r та результуючі r відповідно до рисунка 9. Тангенціальні напруги від натягу різні по знаку для контактних напруг осі та бандажу, тому розгляд сумарних епюр на цих поверхнях необхідно 10, 11).
Проведений аналіз напруг на контакті вісь-бандаж складового валка показує, що за будь-якої схеми навантаження сумарна епюра контактного тиску значно відрізняється від епюри тиску, що викликається натягом. Контактні тиски розподілені рівномірно по колу і мають високий градієнт у зонах збурення сил тиску металу на валок. При цьому контактні тиски від натягу становлять лише частину загального контактного тиску (відповідно до рисунка 9) на значній частині контакту. На частині контактної поверхні загальний тиск дещо менший за тиск від натягу.
Мпр [Мкр] = Р f R (19)
де Мпр – момент прокатки;
Малюнок 9

Рисунок 10 – Епюри р, , на контактній поверхні осі опорного валка стану 2500 при Р=1200кг/мм; n=1,19; n=1,34 та =0,8; 1,15; 1,3

Рисунок 11 – Епюри р, , на контактній поверхні бандажа опорного валка стану 2500 при Р=1200кг/мм; n=1,19; n=1,34 та =0,8; 1,15; 1,3
значної частини контакту. На частині контактної поверхні загальний тиск дещо менший за тиск від натягу.
Розрахунок валка на можливість провертання бандажа на осі від дії моменту, що крутить, проводиться за формулою:
Мпр [Мкр] = Р f R (19)
де Мпр – момент прокатки;
[Мкр] – крутний момент, який здатний передати з'єднання з натягом;
Р – контактний тиск у з'єднанні;
f – коефіцієнт тертя спокою на посадкових поверхнях з'єднання;
R – радіус посадкової поверхні.
Допустимий момент, що крутить, прямо пропорційний контактному тиску, отже, при розрахунку складового валка на можливість провертання бандажа необхідно враховувати особливості розподілу і величину контактного тиску у валках.
Повний контактний тиск у складовому валку визначається за формулою:
P = r = rp + r
Інтегруючи r по колу можна визначити граничний момент, що крутить, який здатний передавати складовий валок з урахуванням дії зовнішніх сил Р:
Зроблені розрахунки за цією формулою показали, що збільшення граничного моменту, що крутить, який здатний передати складовий валок без провороту бандажа з урахуванням впливу зовнішніх сил Р становить приблизно 20-25% .
Переданий момент, що крутить, пропорційний коефіцієнту тертя f. Від величини коефіцієнта тертя залежить деформація валка під навантаженням. Очевидно, що для запобігання деформації та мікрозміщень у точках контакту можливо збільшити коефіцієнт тертя та створити на контакті необхідного питомого тиску. Зміну контактного тиску можна досягти зміною величини натягу та зміною товщини бандажу. Як видно з малюнків 6, 7, 8, зменшення товщини бандажу призводить до збільшення градієнтів напруги в місцях застосування навантаження. А збільшення натягів, у свою чергу, призводить до зростання самої напруги, яка вже при значенні =1,15 для d 2 =1150 мм і =1,3 для d 2 =1300 мм перевищують допустимі для сталі 150ХНМ, рівні 200 МПа (Табл. 1), з якої пропонується виконати бандаж.
Тому стає очевидним збільшувати коефіцієнт тертя на посадкових поверхнях. Оптимальний вибір значень величини натягу та коефіцієнта тертя дозволить уникнути зносу поверхні, що сприятиме багаторазовому використанню осі.
2.3 Розрахунок на кратність використання осі складеного опорного валка
Осі бандажованих опорних валків виготовляються із списаних, вже відпрацьованих валків. Тому розрахунок на кратність використання осі ведеться виходячи зі втомної міцності її матеріалу - сталі 9ХФ.
У розрахунках, враховувалися число циклів навантаження, втомні характеристики матеріалу осі, а також величини 3х видів напруг:
1 - стискаючих, викликаних посадкою бандажа на вісь з натягом;
2 – згинальних, викликаним тиском металу на валки;
3 – дотичних, викликаних крученням.
Розрахунок проводився найбільш небезпечних перерізів 1-1 і 2-2 (рисунок 12) з різними значеннями натягу посадки.
Опорний валок 1600х2500 проходить перевалку в 5, 6 клітях через кожні 150 тис. тонн прокату. При перешліфування знімання з поверхні
Малюнок 12 – Схематичне зображення перерізів, для яких проводився розрахунок осі валка на міцність втоми.
– поперечний переріз середини бочки валка
2-2 – перетин, у місці переходу від бочки валка до шийки.
бочки виготовляється не менше 3 мм на діаметр. Загальний знімання становить 120 мм (max = 1600 мм, min =1080 мм), тобто валок може встановлюватися не менше 40 разів, наприклад, по 20 в кожній кліті
Основні технологічні характеристики 5, 6 клітей чистової групи стану 2500 гарячої прокатки ВАТ ММК наведено у таблиці 4.
Таблиця 4 - Основні характеристики 5, 6 клітей
У розрахунках приймаємо середній катаючий діаметр опорного валка d ср = 1540 мм.
Тиск металу на валки постійно, отже, максимальні згинальні напруги изг max рівні изг min взятим зі зворотним знаком. Постійними є напруги стиснення сж (табл. 1), що залежать від величини натягу.
Розрахунки проводилися трьох різних величин натягів =0,8; 1,15; 1.3.
Таким чином, циклічне навантаження у всіх клітинах, що поєднує дію від постійних та змінних навантажень, носить асиметричний характер.
Кількість циклів навантаження в кожній кліті становить:

де V i - Швидкість прокатки в кожній кліті, м / с;
d ср - середній катаючий діаметр бочки опорного валка, м;
t - час роботи валка в кожній кліті за установку, год;
К – кількість установок.
Результати розрахунків зведено до таблиці 5.
Таблиця 5 - Кількість годин роботи та циклів навантаження в кожній кліті
Загальна кількість циклів навантаження опорного валка при одноразовому використанні осі становить: N = N i = 5,14x10 6 .
2.4 Визначення циклічної витривалості у перерізі 1-1
Максимальні згинальні напруги:


 (23)
(23)
де Р = 3000 тс – тиск металу на валки;
а = 3,27 м – відстань між осями натискних гвинтів;
W изг = d 2 осі /32 - момент опору перерізу ост при згині;
L боч =2,5 м – довжина бочки опорного валка.
Максимальна напруга стиснення сж знаходиться за формулою (7). Отже, маємо:
Г  де – коефіцієнт чутливості металу до асиметрії циклу;
де – коефіцієнт чутливості металу до асиметрії циклу;
0 =(1,4…1,6) -1 - межа втоми для пульсуючого циклу.
Максимальна напруга, викликана крученням maxi , у кожній кліті залежить від максимального моменту, що крутить, М кр i =217 тм:

Еквівалентна напруга, що враховує всі види напруги, що діють на складовий валок:

Результати розрахунків зведено до таблиці 6.
Таблиця 6 – Значення напруги у валці для різних значень посадкових діаметрів та натягів
Відповідне число циклів, яке може витримати зразок до руйнування :

Матеріал осі – сталь 9ХФ, з наступними втомними характеристиками:
-1 =317 МПа – межа витривалості;
N 0 = 106 - базове число циклів;
R=tg =(0.276 -1 -0.8)=7.95 кг/мм 2 – тангенс нахилу кривої втоми
Для оцінки запасу довговічності та терміну служби деталі при розрахунках на обмежену довговічність застосовується критерій п. доп. - Допустимий запас довговічності:

де n доп =1,5 - допустимий запас міцності.
Кратність використання осі при повному використанні властивостей міцності матеріалу:

Результати розрахунків зведено до таблиці 7.
Таблиця 7 – Вплив посадкового діаметра та натягу осі на її кратність
З проведених розрахунків можна зробити такі висновки: зі збільшенням натягу кратність використання осі складового опорного валка знижується рахунок збільшення постійних стискаючих напруг, викликаних гарячої посадкою бандажа на вісь з натягом. У разі більш тонкого бандажа (d=1,13 м) спостерігається збільшення кратності використання осі більш ніж 3 разу при однакових значеннях натягу, оскільки для d=1,13 м характерні менші напруги стиснення осі. Якщо ж звернутися до епюр розподілу напруг для різних товщин бандажу (рисунок 6, 7, 8, 9, 10, 11), слід відзначити менш сприятливу картину для більш тонкого бандажа. Слід зважити і на те, що в розрахунках враховувалися не просто максимально допустимі навантаження на валок, але їх пікові значення. Якщо врахувати, що для сталі 150ХНМ, з якої пропонується виконати бандаж, напруги розтягування в бандажі перевищують допустимі у випадках d=1,15 м при =1,15 мм і d=1,3м при =1,3 мм (табл. .1), то оптимальним вважатимуться варіант при d=1,15 м, =0,8. Кратність осі у разі становить 2,45 разу. Але, беручи до уваги, що реальні навантаження дещо менше розрахункових, а також те, що на поверхні, що сполучаються пропонується нанести металеве покриття, що збільшує несучу здатність з'єднання, не змінюючи при цьому істотно його напружений стан, то кратність використання осі природним чином збільшиться.
2.5 Визначення циклічної витривалості у перерізі 2-2
Вісь опорного складового валка в перерізі 2-2 відчуває дію згинальних і дотичних напруг. При такому навантаженні напруги змінюються за симетричним циклом:





Небезпеки втомного руйнування осі в цьому перерізі немає.
2.6 Визначення зони прослизання та прогину складового та цільного опорного валка
Відомий той факт, що в ході роботи, в результаті дії прикладених навантажень, як робочі, так і опорні валки починають прогинатися. Явище прогину може викликати погіршення якості смуги, що прокочується, биття валків, що, у свою чергу, може призвести до швидкого виведення з ладу підшипникових вузлів і появі фреттинг - корозії.
Різниця температур бандажу та осі в процесі прокатки, у випадку для складеного валка, може призвести до прокручування бандажа щодо осі, тобто появі зони прослизання.
Нижче наведено розрахунки можливої величини зони прослизання з урахуванням діючих навантажень та визначення прогину складового та цільного опорного валка з метою порівняння їх значень.
2.7 Визначення прогину цільного опорного валка
Тиск металу на валки під час прокатування передається через робочі валки на опорні. Характер розподілу тиску вздовж бочки опорних валків залежить від ширини гуркоту, жорсткості та довжини бочки робочих та опорних валків, а також від їх профілю.
Якщо припустити, що тиск металу на валки передається робочим валком на опорний рівномірно, то прогин опорних валків можна розрахувати як вигин балки, що вільно лежить на двох опорах, з урахуванням дії поперечних сил .
Загальна стріла прогину опорного валка:
f о.в. = f о.н. = f 1 + f 2 (32)
де f 1 - стріла прогину від дії згинальних моментів;
f 2 - стріла прогину від дії поперечних сил.
В свою чергу


де Р – тиск металу на валок;
Е – модуль пружності металу валка;
G – модуль зсуву металу валка;
D0 – діаметр опорного валка;
d 0 - Діаметр шийки опорного валка;
L - Довжина бочки опорного валка;
а 1 - відстань між осями підшипників опорних валків;
с – відстань від краю бочки до осі підшипника опорного валка.
Таблиця 8 - Дані для розрахунку прогину цільного опорного валка
|
Продовження таблиці 8 |
||
Тоді загальна стріла прогину опорного валка:
f= 0,30622 +0,16769 = 0,47391 мм
2.8 Визначення прогину та зони прослизання для складеного опорного валка
Основні дані до розрахунку наведено у таблиці 9.
Таблиця 9 - дані для розрахунку жорсткості складеного опорного валка
|
Коефіцієнт, що враховує нерівність розподілу дотичних напруг |
||
|
Продовження таблиці 9 |
||
Площа поперечного перерізу бандажу та осі:
Моменти інерції бандажа та осі:

Постійний коефіцієнт:

Контактний тиск P H =32,32 х10 6 Н/м 2 (див. табл. 1).
Згинальний момент на одиницю довжини, що виникає за рахунок сил тертя:
m = 4 P H R 2 = 12822960 Нм (39)
Розрахунок довжини ділянки прослизання бандажа щодо осі при згинанні:

Визначимо прогин складеного опорного валка, скористаючись методикою, наведеною в роботі. Розрахункова схема наведена малюнку 13.
Малюнок 13 – Схема зусиль, що діють в осьовому перерізі бандажованого валка
Р  визначене навантаження:
визначене навантаження:
Згинальний момент, що діє на валок у перерізі:

Зусилля, що перерізують, що діють на валок в перерізі :
Q 0 = q 0 (l 0 - l) = 10,23 x10 6 Н (45)
Визначення прогину при [х=0]:

Кут повороту при [х=0]:

Інтенсивність сили взаємодії між віссю та бандажом:

Визначення прогинів для бандажу та осі в області прослизання:


Кути повороту бандажа та осі:


Згинальний момент на бандажі та осі:


Зусилля, що перерізує, що діє на бандаж і вісь:


Зсув бандажу щодо осі на краю бочки валка:
 (60)
(60)
Прогин шийки валка:
 (62)
(62)
Повний прогин бандажованого валка:
y= y x + y ш = 0,000622 м = 0,622 мм(65)
Як видно з результатів розрахунків, прогини складеного та суцільного валків під навантаженням практично однакові. Прогин складового валка трохи більше прогину цільного (y суцільного = 0,474 мм, y сост = 0,622 мм). Це говорить про те, що жорсткість складеного валка нижче, внаслідок чого бандаж може ковзати щодо осі. Розрахунки, у свою чергу, показали, що зона прослизання невелика і становить всього 0,045 м. На величину зони прослизання і жорсткість валка в цілому впливають окружні напруги, що розтягують, у втулці t (відповідно до малюнка 13).
Експерименти, що проводяться для дослідження жорсткості складових прокатних валків дозволили побачити, що найбільші розтягувальні напруги t розташовані на внутрішньому контурі бандажа в області його контакту з валом; це свідчить про зростання контактних тисків від посадки при згинанні валка. Встановлено, що зменшення відносного натягу знижує напругу t t . Отже, зменшенням натягу пресового з'єднання можна усунути руйнування бандажа, однак це призводить до втрати жорсткості валу, послаблює пресове з'єднання, розширює область прослизання бандажа і сприяє фреттинг-корозії посадкової поверхні. Так як для розрахунків вибрано мінімальне значення натягу ( = = 0,8 мм), то для поліпшення зчеплення валу з бандажом потрібно підвищити коефіцієнт тертя на посадочній поверхні, наприклад, за допомогою нанесення металевого покриття.
2.9 Розробка заходів для запобігання фреттингу – корозії на осадових поверхнях та підвищення поверхні валка
Фреттінг - корозія - пошкодження металевої поверхні в результаті контактного тертя, при якому відокремлені частинки і поверхневі шари взаємодіють з компонентами навколишнього середовища (найчастіше з киснем).
Відомо, що при самих незначних навантаженнях на поверхнях, що стикаються, можуть виникати помітні пошкодження поверхневих шарів від фреттинга. Це повною мірою відноситься до складових прокатних валків, зібраних по посадці з натягом, в яких контактні тиски досягають значних величин і є зони прослизання, прилеглі до торців бандажа. У місцях сполучення при знакозмінних зміщення посадкових поверхонь осі і бандажа утворюються задираки, кількість яких збільшується майже пропорційно напрузі натягу. Згодом вони переходять у концентратори напруги, що викликає прискорене втомне руйнування осі, що розташовується на деякій відстані від торця бандажа по посадковій поверхні. Як правило, у конструкціях валків, де виражена фреттінг-корозія, руйнація відбувається тут, а не по шиї. З метою зменшення впливу цього процесу на торцях осі, виконуються руйнівні фаски, щоб підвищити надійність осі за рахунок зняття концентраторів напруги, які на краю сполучення стають рівними нулю (рисунок 14).
Малюнок 14 – Укоси на краю осі бандажованого валка
Однак без спеціальних видів обробок посадкових поверхонь не вдається уникнути поломок осей з цієї причини. Найбільш ефективні у цьому випадку м'які гальванічні покриття. Застосування значно збільшує площу фактичного контакту сполучення. При цьому в контакті деталей, що сполучаються, виникають міцні зв'язки (схоплювання металів), завдяки чому поверхні металу деталей, що сполучаються захищаються від задирів і механічних пошкоджень. При цьому різко знижується ймовірність утворення залишкового прогину, і збільшуються передумови багаторазового використання осі при змінних бандажах.
2.10 Дослідження впливу покриттів покриттів, що сполучаються на несучу здатність з'єднання вісь – бандаж. Вибір матеріалу та технології нанесення покриття.
Несуча здатність з'єднання з натягом прямопропорційна коефіцієнту тертя на посадочній поверхні, який входить в основні розрахункові формули для визначення найбільших моментів, що крутять, і осьової сили. Коефіцієнт тертя залежить від багатьох факторів: тиск на контактних поверхнях, розмірів і профілю мікронерівностей, матеріалу і стану поверхонь, що сполучаються, а також способу складання. Слід зауважити, що для великих діаметрів (d=500 - 1000 мм) посадкових поверхонь і відповідно натягів (до 0,001 d), які характерні для конструкції складових валків, якісь експериментальні дані за величиною коефіцієнтів тертя відсутні. Зазвичай при розрахунках складових валків, складання яких здійснюється шляхом нагрівання бандажу до 300-400 С, коефіцієнт тертя приймають рівним f = 0,14. Така обережність та вибір дуже низької величини коефіцієнта тертя цілком виправдані. Справа в тому, що при великих значеннях натягу (до 1 - 1,3 мм) вплив вихідної шорсткості поверхні і утворюються на ній при нагріванні бандажа окисних плівок, що збільшують коефіцієнт тертя, може виявитися незначним.
У ряді робіт вказується, що здатність з'єднань з натягом, що несе, можна істотно підвищити нанесенням гальванічних покриттів на одну з посадкових поверхонь. Товщина покриттів зазвичай становить 0,01 – 0,02 мм. У середньому застосування покриттів підвищує коефіцієнти тертя в півтора – чотири рази за всіх способів складання.
Підвищення міцності з'єднань з гальванічними покриттями пояснюється виникненням металевих зв'язків у зоні контакту та збільшенням фактичної площі контакту. Виявлено, що м'які гальванічні покриття навіть в області малих тисків піддаються пластичним деформаціям і заповнять западини мікропрофілю деталі, що охоплюється, не викликаючи його пластичної деформації. Підвищення міцності з'єднань викликається тим, що в початковий момент зміщення деталей, відбувається одночасний зріз великої кількості мікрооб'ємів покриття нерівностями деталі, що охоплюється. Найбільш сприятливий вплив на несучу здатність циліндричних з'єднань з натягом надають м'які (анодні) покриття (цинк, кадмій та ін.). Вони сприяють як підвищенню міцності з'єднань, а й опору втоми валів. Нанесення цинкового покриття підвищує межу витривалості валів при круговому вигині на 20%.
При нанесенні покриттів натяг у поєднанні збільшується. Зазвичай збільшення натягу приймають рівним подвоєної товщини покриття, незалежно від його виду. Слід зауважити, що при великих натягах і великих діаметрах з'єднання вплив товщини покриття не так істотний.
Аналіз результатів робіт, у яких розглядається вплив покриттів на несучу здатність з'єднань з натягом дає підставу вважати, що для складових валків найбільше підходить покриття з досить пластичних металів. Нанесення таких покриттів на посадкову поверхню осі дозволяє підвищити коефіцієнт тертя не менше ніж у 2 рази. При виборі методу та технологій покриття керуватимемося такими міркуваннями.
Існують різноманітні методи нанесення металевих покриттів з метою запобігання корозії, високій температурі, зменшення зносу та ін. , хімічне та електрохімічне полірування. Ці операції шкідливі для обслуговуючого персоналу і, незважаючи на ретельне очищення стоків, забруднюють довкілля.
Використання перерахованих методів нанесення покриття на вісь складового прокатного валка довжиною близько 5 метрів становить значні технічні труднощі. Слід зауважити, що в роботах, де наводяться дані про вплив покриттів на коефіцієнт тертя, покриття наносили електролітичним або гарячим способом на невеликі зразки або моделі прокатних валків. Використання таких способів для великогабаритних валків вимагатиме створення спеціальних відділень чи цехів. Представляється доцільним фрикційні методи нанесення покриттів. Одні з найбільш простих і дуже ефективних є спосіб нанесення покриття металевою щіткою, що обертається (ВМЩ, фрикційне плакування). При цьому одночасно з нанесенням покриття відбувається поверхневе пластичне деформування (ППД), що сприятиме підвищенню міцності міцності осі валка.
Схема одного з варіантів нанесення покриття металевою щіткою, що обертається, наведена на малюнку 14.
Матеріал покриття (МП) притискається до ворсу ВМЩ та розігрівається у зоні контакту з нею до високої температури з нею. Частинки металу покриття схоплюються з кінцями ворсинок і переносяться на поверхню, що обробляється. Поверхня виробу, що обробляється, зміцнюється за рахунок інтенсивного пластичного деформування гнучкими пружними елементами. Одночасно відбувається пластичне деформування частинок металу покриття, що знаходяться на кінцях ворсинок та схоплювання їх з поверхнею виробу. Видалення окисних плівок, оголення чистих поверхонь при спільній пластичній деформації поверхневих шарів та частинок матеріалу покриття забезпечує міцне зчеплення їх із основою.
Рисунок 14 – Схема нанесення покриття методом фрикційного плакування (ФП)
заготівля з матеріалу покриття (МП)
інструмент із гнучкими пружними елементами (ВМЩ)
оброблюваний виріб (вісь складового валка)
Покриття, яке наноситься на посадкову поверхню осі прокатного валка повинно мати наступні властивості: істотно збільшувати коефіцієнт тертя, бути достатньо пластичним і заповнювати западини мікропрофілю, мати хорошу теплопровідність. Цим вимогам може відповідати алюміній. Він добре наноситься на сталеву поверхню за допомогою ВМЩ та утворює покриття достатньої товщини. Однак відповідь на головне питання - про величину коефіцієнта тертя в поєднанні з натягом, одна з поверхонь, що сполучаються якого покрита алюмінієм, в технічній літературі відсутня. Циліндричні сполучення з матеріалів сталь – алюміній, зібрані по посадці з натягом, також не відомі, оскільки чистий алюміній через низькі міцні характеристики не застосовується як конструкційний матеріал. Однак є дані про коефіцієнти тертя при пластичному деформуванні металів (таблиця 10).
Таблиця 10 – Коефіцієнти сухого тертя різних металів сталі марки ЭХ-12 твердістю НВ-650
Як випливає з таблиці 10, алюміній в умовах пластичного деформування має максимальний коефіцієнт тертя в контакті з рештою поверхні. Крім того, алюміній має дуже високу теплопровідність. Ці фактори і спричинили вибір алюмінію як матеріал покриття охоплюваної поверхні осі валка.
2.11 Вибір матеріалу осі та бандажу та способи їх термообробки
При виборі матеріалу складових валків слід враховувати термомеханічні умови їхньої служби. Валки піддаються значним статичним та ударним навантаженням, а також термічній дії. За таких жорстких умов роботи дуже важко підібрати матеріал, що забезпечує одночасно високу міцність та зносостійкість.
До бочки валка та її серцевині пред'являються різні вимоги. Серцевина повинна мати достатню в'язкість і міцність, добре чинити опір дії згинальних, крутних моментів і ударним навантаженням. Поверхня бочки повинна мати достатню твердість, зносостійкість, термостійкість.
Ось валка виготовляється із сталі 9ХФ, бандаж валка – 150ХНМ, виходячи з досвіду використання цієї сталі у виготовленні бандажів складових валків на ВАТ ММК. Пропонується як матеріал бандажу використовувати більш леговану сталь – 35Х5НМФ, яка має більш високу зносостійкість у порівнянні з 150ХНМ. Дані зносостійкості валкових матеріалів в умовах гарячої прокатки представлені в таблиці 11.
Таблиця 11 – Механічні властивості та зносостійкість валкових матеріалів.
|
Марка сталі |
Орієнтовний хімічний склад |
Механічні властивості |
Відносна зносостійкість |
||
З таблиці слід, що стали 60ХН 9ХН, які використовуються в основному для вертикальних і горизонтальних валків чорнової групи, мають найнижчу відносну зносостійкість, що і підтверджується досвідом їх експлуатації. Але ці сталі за своїми характеристиками цілком підходять виготовлення осей складових валків. Для виготовлення литих бандажів є доцільним використовувати сталі 150ХНМ 35Х5НМФ.
35Х5НМФ має більш високу вартість порівняно з 150ХНМ, але, володіючи значною міцністю та зносостійкістю, в процесі експлуатації виправдовує себе, оскільки, забезпечуючи підвищену опірність зносу та фарбування, довше зберігає хорошу структуру поверхні бочки валка.
Для надання бандажам та осям необхідних експлуатаційних властивостей вони спочатку окремо термообробляються. Потім бандаж, нагрітий до певної температури, що забезпечує досить вільне надягання на профільовану вісь, утворюють пресову посадку (під час охолодження відбувається охоплення осі).
Дані технологічні операції призводять до формування в бандажі значної залишкової напруги від термообробки. Відомі випадки, коли внаслідок високого рівня зазначеної напруги бандажі руйнувалися ще до початку експлуатації: при зберіганні або транспортуванні.
За умовами експлуатації до осей не висуваються високі вимоги щодо твердості (230 280HB), тоді як для бандажів вимоги більш жорсткі (55 88HSD). У зв'язку з цим для осей застосовується м'якіша порівняно з бандажами термічна обробка, що не призводить до виникнення суттєвих залишкових напруг. Крім того, небезпечні з точки зору крихкої міцності напруги, що розтягують, від посадки виникають тільки в бандажі, в результаті чого може відбуватися злам уздовж бочки валка.
Як показує досвід термообробки цих сталей при виготовленні бандажів, найбільш ефективною обробкою є потрійна нормалізація з температур 1050С, 850С та 900С з подальшою відпусткою, що забезпечують найбільш сприятливе поєднання пластичних та характеристик міцності.
Потрійна нормалізація призводить до збереження спадкової литої структури та сприяє розподілу властивостей, що забезпечують підвищену опірність зносу та фарбування.
Вісь валка виготовляється з відпрацьованого валка. Після переточування до необхідних розмірів на поверхню осі фрикційним методом наноситься алюмінієве покриття, товщиною приблизно 20-25 мкм. Остаточне оброблення посадкової поверхні перед нанесенням покриття – чисте шліфування.
Теплове складання суттєво (в середньому 1,2-1,5 рази) збільшує несучу здатність з'єднань з натягом. Це тим, що з складанні під пресом микронеровности зминаються, тоді як із теплової складанні вони, стуляючись, заходять одне одного, що підвищує коефіцієнт тертя і міцність зчеплення. В даному випадку частинки покриття проникають як у поверхню осі, так і бандажа, відбувається взаємна дифузія атомів покриття та основного металу, що робить з'єднання практично монолітним.
Тому в з'єднанні можна знизити натяг, необхідний передачі заданого крутного моменту, з відповідним зменшенням напруг в осі і бандажі.
При достатньо високому нагріванні бандажа можна отримати нульовий натяг або забезпечити зазор під час складання з'єднання. Рекомендована температура нагріву бандажа перед складання валка – 380С-400С.
Можливі наступні способи заміни зношених бандажів:
Механічні - вздовж утворює бандажа на всю його товщину робляться два прорізи на стругальному або фрезерному верстаті, внаслідок чого бандаж поділяється на дві половини, які легко демонтуються. Прорізи розташовуються діаметрально протилежно одна щодо іншої.
Нагрів бандажу в індукторі струмам промислової частоти (ТПЧ) – проводиться нагрівання бандажу до 400С-450С. така температура досягається за три-чотири переходи індуктора протягом 15-20 хвилин. При нагріванні бандажа за перерізом до вказаної температури, він спадає з посадкової поверхні.
Демонтаж бандажу за допомогою вибуху – така технологія застосовувалась на ММК ще у 50-х роках минулого століття. У 1953 р. стан 1450 гарячої прокатки повністю перевели на складові опорні валки. Зношені бандажі знімаються з осі вибухом невеликих зарядів, що закладаються в просвердлені отвори. Така технологія можлива за умов Магнітогорська.
Економічне обґрунтування проекту
ВАТ «ММК» – найбільший металургійний комбінат нашої країни. Його основним завданням є повне задоволення потреб ринку високоякісної продукції. Цех ЛПЦ-4 входить до складу ММК, який є акціонерним товариством. Розвиток комбінату не стоїть дома: вдосконалюються методи обробки металу, впроваджуються у життя нові ідеї, закуповується сучасне устаткування.
Модернізація стану 2500 ЛВЦ-4 ВАТ «ММК» здійснюється шляхом заміни цільних валків на бандажовані. Вартість одного бандажованого валка становить 1,8 млн. руб., у своїй річний витрата валків 10 прим. Вартість бандажованих валків становить 60% вартості цільних, при цьому за рахунок застосування для бандажа більш зносостійкого матеріалу річний витрата валків зменшиться в 1,6 рази і складе 6 шт. на рік.
4.1 Розрахунок виробничої програми
Складання виробничої програми починається з розрахунку балансу часу роботи обладнання у запланованому періоді 28 .
Фактичний час роботи обладнання розраховується за такою формулою:
Т ф =Т ном *С*Т з *(1-Т т.ін. /100%) (66)
де С = 2 - кількість змін роботи обладнання,
Т с = 12 - Тривалість однієї зміни,
т.п - відсоток поточних простоїв по відношенню до номінального часу (8,10%),
Т ном - номінальний час роботи обладнання, що розраховується за формулою:
Т ном =Т кал -Т рп -Т п.пр -Т в (67)
де Т кал = 365 діб. - Календарний фонд часу роботи обладнання,
Трп = 18,8 діб. – режимні простої;
Т п.пр = 12 - кількість днів знаходження обладнання на планово-попереджувальних ремонтах,
Т в – загальна кількість святкових та вихідних днів на рік.
Т =0, оскільки графік роботи безперервний.
Річний обсяг виробництва розраховується як:
Q рік =Р ср *Т ф (68)
Де Р ср =136,06 т/годину – середньогодинна продуктивність.
Фактичний час роботи обладнання та річний обсяг виробництва:
Т ном = 365-18,8-12-0 = 334,2 (добу)
Т т.пр = 0,081 * 334,2 = 27,7 (добу) або 650 (год)
Т ф =334,2 * 2 * 12 * (1-8,1 / 100) = 7371 (год)
Q рік = 136,06 * 5033 = 1002870 т
Розраховані дані наведено у таблиці 12.
Таблиця 12 - Баланс часу роботи обладнання
4.2 Розрахунок кошторису капітальних витрат
Витрати на здійснення модернізації стану 2500 розраховуються за такою формулою:
До з =С про +М+Д±О-Л(69)
де М-витрати на монтаж обладнання,
Д – витрати на демонтаж обладнання,
О – залишкова вартість устаткування, що демонтується
Л – ліквідаційна вартість (за ціною металобрухту), що розраховується як:
Л=m*Ц л (70)
де m – маса демонтованого обладнання,
Ц л – ціна 1 тонни металобрухту,
З об – вартість придбаного обладнання.
Тоді витрати на закупівлю валків становитимуть:
З про =6 * (1800000 * 0,6) = 6480000 руб.
Витрати на демонтаж старих і монтаж нових валків дорівнюють нулю, тому що зміна валків є поточною роботою в цеху: М = Д = 0 руб.
Відбувається заміна цілісних валків, що вже зносилися, відповідно їх залишкова вартість О=0 руб.
Цілісні валки, що зносилися, йдуть на переробку, тому ліквідаційної вартістю не володіють (Л=0).
Таким чином, капітальні витрати на здійснення модернізації:
До з = 6480000 +0 +0 +0-0 = 6480000 руб.
4.3 Організація праці та заробітної плати
Розрахунок фонду оплати праці наведено у таблиці 13.
Таблиця 13 - Розрахунок фонду оплати праці
|
Найменування показника |
Найменування робітника |
||||||||
|
Бригадир |
Вальцівник |
Оператор посту |
|||||||
|
|
|||||||||
Продовження таблиці 13 |
|||||||||
Пояснення до таблиці 13:
Розрахунок фонду робочого дня (п. 9):
t міс = 365 * С змін * t змін / (12 * б) (71)
де З змін =2 - кількість змін за добу,
t змін = 12 год. – тривалість однієї зміни,
б = 4 - кількість бригад,
t міс. = 365 * 2 * 12 / (12 * 4) = 182,5 чол * год
Тривалість роботи у святкові дні:
t пр =n пр * З змін * t змін / (12 * б) (72)
t пр =11 * 2 * 12 / 12 * 4 = 5,5 чол * год
Тривалість переробки за графіком:
∆ t міс =t гр -(2004/12),
t гр = t міс -t ін.
∆ t міс =182,5-2004/12=15,5 чол * год,
t гр = 15,5-5,5 = 10 чол * год.
Розрахунок часу роботи в нічний та вечірній час:
t нічн = 1/3 * t міс,
t віч =1/3* t міс,
t нічний = 1/3 * 182,5 = 60,83 чол * год,
t віч = 1/3 * 182,5 = 60,83 чол * год.
Розрахунок заробітної плати з трарифу (п. 10.1):
ЗП тар = t год * t міс,
t година – годинна тарифна ставка.
Для 7-го розряду: ЗП тар = 24,78 * 182,5 = 4522,35 руб.;
Для 6-го розряду: ЗП тар = 21,71 * 182,5 = 3962,07 руб.
Для 5-го розряду: ЗП тар = 18,87 * 182,5 = 3443,78 руб.;
Розрахунок відрядного доробку (п. 10.2):
∆ЗП сд =ЗП тар *[(N вир -100)/100], де
N вир - заплановане виконання норм виробітку, %.
Для обох робочих: ∆ЗП сд =0, оскільки норма виробітку 100% і приробіток немає.
Розрахунок виробничої премії (п. 10.3):
ЗП прем. =(ЗП тар. + ∆ЗП сд)*Премія/100%,
Розмір виробничої премії, встановлений цьому ділянці дорівнює 40%.
Для 7-го розряду: ЗП прем. = (4522,35 +0) * 40% / 100% = 1808,94 руб.;
Для 6-го розряду: ЗП прем. = (3962,07 +0) * 40% / 100% = 1584,83 руб.
Для 5-го розряду: ЗП прем. = (3443,78 +0) * 40% / 100% = 1377,51 руб.;
Розрахунок доплати за роботу у святкові дні за норми виробітку в 100%:
∆ЗП пр = t год * (100/100) * t пр.
Для 7-го розряду: ∆ЗП пр =24,78 * 5,5 = 136,29 руб.,
Для 6-го розряду: ∆ЗП пр = 21,71 * 5,5 = 119,41 руб.
Для 5-го розряду: ∆ЗП пр = 18,87 * 5,5 = 103,78 руб.,
Розрахунок доплати за переробку за графіком (37,5%):
∆ЗП гр = t год*(37,5/100)* t гр
Для 7-го розряду: ∆ЗП гр =24,78 * 10 * 0,375 = 92,93 руб.,
Для 6-го розряду: ∆ЗП гр =21,71 * 10 * 0,375 = 81,41 руб.
Для 7-го розряду: ∆ЗП гр =18,87 * 10 * 0,375 = 70,76 руб.,
Розрахунок доплати за роботу у нічний час (40%):
∆ЗП ніч = t год *(40/100)* t ніч
Для 7-го розряду: ∆ЗП нічн = 24,78 * 0,4 * 60,83 = 602,95 руб.,
Для 6-го розряду: ∆ЗП нічн = 21,71 * 0,4 * 60,83 = 528,25 руб.
Для 5-го розряду: ∆ЗП нічн = 18,87 * 0,4 * 60,83 = 459,14 руб.,
Розрахунок доплати за роботу у вечірній час (20%):
∆ЗП віч = t год *(20/100)* t віч
Для 7-го розряду: ∆ЗП віч =24,78 * 0,2 * 60,83 = 301,47 руб.,
Для 6-го розряду: ∆ЗП віч =21,71 * 0,2 * 60,83 = 264,12 руб.
Для 5-го розряду: ∆ЗП віч =18,87 * 0,2 * 60,83 = 229,57 руб.,
Районний коефіцієнт для уральського регіону дорівнює 15%.
∆ЗП р =0,15*(ЗП тар +∆ЗП сд +∆ЗП пр +∆ЗП гр +∆ЗП нічний +∆ЗП віч +ЗП прем.).
Для 7-го розряду: ∆ЗП р =0,15*(4522,35+0+1808,94+136,29+92,93+
602,95 +301,47) = 1502,32 руб.,
Для 6-го розряду: ∆ЗП р =0,15*(3962,07+0+1584,83+119,41+
81,41 +528,25 +264,12) = 966,01 руб.
Для 5-го розряду: ∆ЗП р =0,15*(3443,78+0+1377,51+103,78+70,76+
459,14 +229,57) = 852,68 руб.,
Розрахунок додаткової заробітної плати (п. 11):
При тривалості чергової відпустки 30 днів коефіцієнт залежності додаткової заробітної плати від основної становить 17,5%.
Для 7-го розряду: ЗП доп =0,175 * 8584,67 = 1502,32 руб.,
Для 6-го розряду: ЗП доп = 0,175 * 7406,10 = 1296,07 руб.
Для 5-го розряду: ЗП доп = 0,175 * 6537,22 = 1144,01 руб.
4.4 Розрахунок відрахувань на соціальні потреби
Річний фонд оплати праці:
ФОП рік = S число *ЗП міс *12 (73)
де S число - облікова чисельність,
ЗП міс - зарплата за місяць одного співробітника.
ФОП рік = (80695,92 +69617,36 +30724,92 +34808,68 +30724,92) * 12 = 2958861,6 руб
Таблиця 14 - Розрахунок відрахувань до позабюджетних фондів
Разом ФОП з відрахуваннями: 2958861,6 +1053354,7 = 34012216,33 руб.
4.5 Розрахунок собівартості продукції
Таблиця 15 - Калькуляція собівартості 1 т готової продукції
|
Найменування статті витрат |
Ціна, руб./од. |
Сума |
відхилення |
|
Розрахунки до таблиці 15:
1. Основна заробітна плата виробничих робітників:
ЗП осн =ЗП осн *12* S число / Q рік (74)
ЗП осн = (8584,67 * 8 +7406,10 * 12 +6537,22 * 8) * 12/187946 = 3,46 руб.
2. Додаткова плата виробничих робітників:
ЗП доп =ЗП доп *12* S число / Q рік (75)
ЗП доп = (1502,32 * 8 +1296,07 * 12 +1144,01 * 8) * 12/187946 = 0,61 руб.
3. Відрахування з фонду оплати праці:
Відрахування з фонду оплати праці були розраховані у попередньому розділі у табл. 3 і становлять 2958861,6 руб. весь річний обсяг випуску продукції, тоді 1 т вони становитимуть: 2958861,6 /186946=4,07 крб.
У проектному варіанті всі статті калькуляції залишаться незмінними, крім витрат за змінне обладнання (валки).
4.6 Розрахунок основних техніко-економічних показників
Прибуток від продукції:
Пр = (Ц-С / с) * Qгод (76)
де Ц - середня оптова ціна без ПДВ 1т готової продукції.
Ц = 4460 руб., Тоді з ПДВ Ц = 5262,8 руб.
у базовому варіанті:
Пр = (4460-4052, 85) * 1002870 = 408318520 руб.,
у проектному варіанті:
Пр / = (4460-4026,89) * 1002870 = 434353026 руб.
Таблиця 16 - Розрахунок чистого прибутку
|
Найменування показників |
сума, руб. |
Відхилення |
||
|
Виручка від продукції, всього (Ціна з ПДВ*Qгод) |
||||
|
в т.ч. ПДВ (стор.1 * 0,1525) |
||||
|
Виручка від продукції з відрахуванням ПДВ (стр.1-стр.2) |
||||
|
Собівартість продукції (С/с*Qгод) |
||||
|
Управлінські витрати |
||||
|
Комерційні витрати |
||||
|
Валовий прибуток (стор.2-3-4-5) |
||||
|
Виручка від основних засобів та іншого майна |
||||
|
Відсотки до отримання |
||||
|
Доходи за державними цінних паперів |
||||
|
Доходи від участі в інших організаціях |
||||
|
Інші позареалізаційні доходи |
||||
|
Платежі за користування природними ресурсами |
||||
|
Витрати на реалізацію основних засобів та іншого майна |
||||
|
Інші операційні витрати |
||||
|
Відсотки до сплати |
||||
|
Податок на майно |
||||
|
Інші позареалізаційні витрати |
||||
|
Прибуток звітного року (?стр.6ч11 -?стр12ч18) |
||||
|
Оподатковуваний прибуток (стор.19-8-9-10) |
||||
|
Податок з прибутку (стр.20*0,24) |
||||
|
Чистий прибуток (стор.19-стор.21) |
||||
∆Пч = 326888666-307102442 = 19786224 руб.
Рентабельність продукції:
Рп = (Пр / С / с) * 100% (77)
у базовому варіанті:
Рп = (4460-4052,85) / 4052,85 * 100% = 10%,
у проектному варіанті:
Рп / = (4460-4026,89) / 4026,89 * 100% = 10,75%.
ПНП = Пч / І (78)
де І – загальний обсяг інвестицій.
Загальний обсяг інвестицій дорівнює сумі капітальних витрат (І = Кз = 6480000 руб.)
ПНП = 326888666/6480000 = 50,44.
Період окупності:
Струм = І/∆Пч (79)
Струм = 6480000/19786224 = 0,32 г або 4 місяці.
Висновок
Пропонується замінити використання цільнокованих опорних валків у 5,6 клітях табору 2500 (ЛВЦ-4) ВАТ «ММК» на складові валки.
На підставі проведеного огляду, аналізу конструкцій та досвіду експлуатації бандажованих валків була обрана оптимальна конструкція складового валка з точки зору його виготовлення та нижчої вартості.
Як матеріал бандажу пропонується використовувати сталі 150ХНМ або 35Х5НМФ, зносостійкість яких у 2-3 рази вище, ніж сталі 9ХФ, з якої виготовляються валки. Бандажі пропонується виготовляти литими із потрійною нормалізацією. Для виготовлення осей використати відпрацьовані валки.
Здійснено розрахунки напружено-деформованого стану та несучої здатності для різних величин посадкових діаметрів ( 1150 мм і 1300 мм), мінімального, середнього та максимального значень натягів ( =0,8;1,15;1,3) та коефіцієнта тертя ( f = 0,14; 0,3; 0,4). Встановлено, що у випадку для 1150 мм картина розподілу напруг у валку більш сприятлива, ніж для 1300 мм, а здатність, що несе, вище в 1,5-2 рази. Але зі збільшенням натягів зростають і напруження розтягування в з'єднанні, перевищуючи допустимі для сталі 150ХНМ. Тому доцільно використовувати мінімальний натяг =0,8мм, який забезпечує передачу крутного моменту з достатнім запасом навіть при мінімальному коефіцієнті тертя f=0,14.
Для збільшення несучої здатності такого з'єднання, не збільшуючи при цьому значення напруги, пропонується підвищити коефіцієнт тертя на поверхнях, що сполучаються шляхом нанесення металевого покриття. Як матеріал покриття був обраний алюміній, виходячи з його вартості та теплофізичних властивостей. Як показує досвід застосування такого покриття на поверхнях осі, що сполучаються, і бандажа в умовах роботи складових валків на стані 2000 (ЛПЦ-10) ВАТ «ММК», алюміній збільшує коефіцієнт тертя до значень f=0,3-0,4. Крім того, покриття збільшує площу фактичного контакту вісь-бандаж та його теплопровідність.
Максимально можливий прогин, визначений розрахунковим шляхом, становить 0,62 мм, зона ковзання 45 мм.
З'єднання бандажу з віссю здійснюється тепловим способом, шляхом нагрівання бандажу до 350-400С.
На підставі проведених розрахунків обрана конструкція складового валка з циліндричними посадковими поверхнями осі та бандажу, без застосування будь-яких додаткових фіксуючих пристроїв (бурти, конуса, шпонки), була визнана оптимальною.
Для запобігання фреттинг-корозії та зняття концентрації залишкової напруги на торцях бандажу, на краях осі виконані скоси, таким чином, що в зонах, прилеглих до торців бандажу, натяг дорівнює нулю.
Вартість складового валка становить 60% вартості нового цельнокованного валка (1,8 млн.руб.). З переходом на складові валки їхня витрата скоротиться з 10 до 6 шт на рік. Очікуваний економічний ефект становитиме близько 20 млн.руб.
Список використаних джерел
Корисні. мод. 35606 РФ, МПК В21В 27/02. Складовий прокатний валок/Морозов А.А., Тахаутдінов Р.С., Білевський Л.С. та ін. (РФ) - №2003128756/20; заявл. 30.09.2003; опубл. 27.01.2004. Бюл. №3.
Валок із бандажом із спеченого карбіду вольфраму металу. Kimura Hiroyuki. Японськ. патент. 7В 21В 2700. JP 3291143 В2 8155507А, 29.11.94.
Корисні. мод. 25857 РФ, МПК В21В 27/02. Прокатний валок / Вітер В.В., Бєлкін Г.А., Самойлов В.І. (РФ) - №2002112624/20; заявл. 13.05.2002; опубл. 27.10.2002. Бюл. №30.
Пат. 2173228 РФ, МПК В21В 27/03. Прокатний валок / Вітер В.В., Бєлкін Г.А. (РФ) - №99126744/02; заявл. 22.12.99; опубл. 10.09.01 //
Пат. 2991648 РФ, МПК В21В 27/03. Складовий прокатний валок / Полєцков П.П., Фіркович А.Ю., Тишин С.В. та ін. (РФ) - №2001114313/02; заявл. 24.05.2001; опубл. 27.10.2002. Бюл. №30.
Корисні. мод. 12991 РФ, МПК В21В 27/02. Складовий валок/Польцев П.П., Фіркович А.Ю., Антипенко А.І. та ін (РФ) - №99118942/20; заявл. 01.09.99; опубл. 20.03.2000. Бюл. №8.
Пат. 2210445 РФ, МПК В21В 27/03. Складовий валок/Польцев П.П., Фіркович А.Ю., Антипенко А.І. та ін (РФ) - №2000132306/02; заявл. 21.12.2000; опубл. 20.08.2003. Бюл. №23.
Гречіщев Є.С., Іллященко А.А. Сполуки з натягом: Розрахунки, проектування, виготовлення - М.: Машинобудування, 1981 - 247 с., іл.
Орлов П.І. Основи конструювання: Довідково-методичний посібник. У 2-х кн. Кн. 2. За ред. П.М. Учаєва. - 3-тє вид., Виправл. - М.: Машинобудування, 1988. - 544 с., Іл.
Народецький М.З. До вибору посадок кілець підшипників кочення. Інженерний збірник Інститут механіки АН СРСР, т. 3, вип. 2, 1947, с. 15-26
Колбасін Г.Ф. Дослідження працездатності складових прокатних валків зі змінним бандажом: Дис.: ..к.т.н. - Магнітогорськ, 1974. - 176 с.
Тимошенко С.П. Опір матеріалів, ч. П.М. - Л., Гостехтеоріздат, 1933.
Балацький Л.Т. Втома валів у з'єднаннях. - Київ: Техніка, 1972, - 180 с.
Полухін П.І., Миколаїв В.А., Полухін В.П. та ін. Міцність прокатних валків. - Алма-Ата: Наука, 1984. - 295 с.
Гаряча прокатка смуг на стані "2500". Технологічна інструкція ТІ – 101-П-Гол.4 – 71-97
Розрахунок кратності використання осі складового валка / Фіркович А.Ю., Полєцков П.П., Солганін В.М. - Сб. центр. лаб. ВАТ "ММК": вип. 4. Магнітогорськ 2000. - 242 с.
Соколов Л.Д., Гребеник В.М., Тилкін М.А. Дослідження прокатного обладнання, Металургія, 1964.
Сорокін В.Г. Марочник сталей та сплавів, Машинобудування, 1989.
Фірсов В.Т., Морозов Б.А., Софронов В.І. та ін Дослідження працездатності пресових з'єднань типу вал-втулка в умовах статичного та циклічного знакозмінного навантаження //Вісник машинобудування, - 1982. №11. - С. 29-33.
Саф'ян М.М. Прокат широкосмугової сталі. Вид-во "Металургія", 1969, с. 460.
Ціліков А.І., Смирнов В.В. Прокатні стани, Металургіздат, 1958.
Фірсов В.Т., Софронов В.І., Морозов Б.А. Експериментальне дослідження жорсткості та залишкового прогину бандажованих опорних валків // Міцність та надійність металургійних машин: Праці ВНИМЕТМАШ. Зб. №61. - М., 1979. - с. 37-43
Бобровніков Г.А. Міцність посадок, що здійснюються із застосуванням холоду. - М.: Машинобудування, 1971. - 95 с.
Бєлевський Л.С. Пластичне деформування поверхневого шару та формування покриття при нанесенні гнучким інструментом. - Магнітогорськ: Ліцей РАН, 1996. - 231 с.
Чертавських О.К. Тертя та мастило при обробці металів тиском. - М.: Маталургіздат, 1949
Воронцов Н.М., Жадан В.Т., Шнеєр Б.Я. та ін. Експлуатація валків обтискних та сортопрокатних станів. - М.: Металургія, 1973. - 288 с.
Покровський А.М., Пєшковцев В.Г., Земсков А.А. Оцінка тріщиностійкості бандажованих прокатних валків // Вісник машинобудування, 2003. № 9 - с. 44-48.
Ковальов В.В. Фінансовий аналіз: Методи та процедури. - М.: Фінанси та статистика, 2002. - 560 с.: іл.
|
Д.ММ.1204.001.00.00.ВП |
|||||||||||
|
Маса |
|||||||||||
|
Аркуш |
№ документ. |
Підп. |
Дата |
||||||||
|
Розроб. |
Мухомедова Є.А |
||||||||||
|
Пров. |
Бєлевський Л.С. |
||||||||||
|
Т.контр. |
Аркуш |
Листів |
|||||||||
|
Відомість дипломної роботи |
МДТУ 1204 |
||||||||||
|
Н.контр. |
|||||||||||
Реферат
Дипломна робота на тему: «Дослідження та розробка конструкції бандажованого опорного валка стану 2500 гарячої прокатки ВАТ ММК».
Сторінок 72, малюнків 14, таблиць 16, використаних джерел 28, аркушів графічного матеріалу 7.
Ключові слова: опорний валок, бандаж, вісь, кратність використання осі, напруги у складовому валку, прогин, зона прослизання, натяг, покриття.
Об'єкт дослідження та розробки: бандажований опорний валок.
Мета роботи: розробка конструкції складових опорних валків, що забезпечує їх надійність у процесі експлуатації, підвищення зі стійкості та зниження вартості.
Метод дослідження: розрахунково-графічний.
Основні конструктивні, технологічні та техніко-експлуатаційні характеристики: посадкові поверхні бандажу та осі циліндричні, здійснювані посадки з гарантованим натягом, без застосування додаткових фіксуючих пристроїв, з нанесенням металевого покриття на поверхні, що сполучаються.
Вибрані оптимальні конструктивні розміри валка, натяг, матеріал бандажу.
Область застосування: прокатне виробництво.
Економічна ефективність: очікуваний річний ефект близько 20 млн. рублів.
Факультет___ Механіко-машинобудівний _______
Кафедра____ ОД та ПМ ____________________________
Спеціальність____ 1204 Машинобудування та технологія __обробки металів тиском _____
Допустити до захисту
Завідувач кафедри
_______________/Денисов П.І/
«____»________________ 2004р.
ДИПЛОМНА РОБОТА
_______Д.ММ.1204.001.00.00.ПЗ ______
Студента Мухомедової Катерини Анясівни ________________
На тему:____ _________ ___ 2500 гарячої______ ________________ прокатки ВАТ ММК________________________
Склад дипломної роботи:
Розрахунково-пояснювальна записка на _ 72 сторінках
Графічна частина на _ 7 _листах
РОЗРАХУНОВО-ПОЯСНЮВАЛЬНА ЗАПИСКА ДО ДИПЛОМНОЇ РОБОТИ
Керівник дипломної роботи ________________________________ /Бєлевський Л.С./
____________
Консультанти__ ст. викладач _____________________ ________/Куликов С.В./
____________________________________________________________________
____________________________________________________________________
____________________________________________________________________
(уч. ступінь, уч. звання, прізвище, в.о.)
Дипломник______________________
(Підпис)
«____»______________2004р.
МІНІСТЕРСТВО ОСВІТИ РОСІЙСЬКОЇ ФЕДЕРАЦІЇ
МАГНІТОГОРСЬКИЙ ДЕРЖАВНИЙ
ТЕХНІЧНИЙ УНІВЕРСИТЕТ ім. Г.І. НОСОВА
Кафедра____ ОД та ПМ_ ______________________________
_______________________________________________
ЗАТВЕРДЖУЮ:
Завідувач кафедри
_______________/Денисов П.І./
2004 р.
ДИПЛОМНА РОБОТА
Тема:_____ Дослідження та розробка конструкції________ _ ___ бандажованого опорного валка стану 2500 гарячої______ ________________ прокатки ВАТ ММК________________________
__________________________________________________________________
Студенту ______ Мухомедової Катерині Анясівні _____________________
(прізвище ім'я по батькові)
Тема затверджена наказом у вузі №___________від_________________200___г.
Строк виконання «_____»__________________________200___г.
Вихідні дані до роботи: __ - Технологічна інструкція щодо стану 2500.__________
Перелік питань, що підлягають розробці у дипломній роботі:_______________________
1. Аналіз конструкцій складових прокатних валків;___________________________
2. _Розробка конструкції бандажованого опорного валка стану «2500» гарячої прокатки (вибір конструктивних розмірів валка, натягу, матеріалу бандажу);
3. Визначення максимального прогину складового валка;______________________
4. Дослідження впливу покриттів на несучу здатність з'єднання вісь-______ бандаж, вибір матеріалу та технології нанесення покриття;_____________________
5. Розробка заходів для запобігання фреттинг-корозії;_____________ 6. Розробка заходів щодо заміни використаних бандажів;________________ 7. Оцінка економічного ефекту від впровадження проекту;______________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Графічна частина: 1. Складовий опорний валок 5,6 клітей табору 2500 ВАТ ММК____
2. Характеристика прокатних валків 5,6 клітей табору 2500______________________
3. Розрахункова схема визначення напруженого стану валка_____________
4.Розрахункові формули визначення напруженого стану валка___________
5. Епюри напруги, що залежать від контактного тиску______________________
6. Епюри тангенційної напруги на контактних поверхнях осі та бандажа__
7. Техніко-економічні показники________________________________________
________________________________________________________________________
Консультанти по роботі (із зазначенням розділів, що належать до них):
Куликов С.В. – Економіка та планування___________________________________ ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Керівник:_________________________________________/_ Бєлевський Л.С. ____/
(Підпис, дата)
Завдання отримав:______________________________________/__ Мухомедова Є.А.___/
Вступ
Основна частина одержуваної сталі проходить через прокатні цехи і лише незначну кількість через ливарні та ковальські цехи. Тому розвитку прокатного виробництва приділено велику увагу.
Курс «Технологічні лінії та комплекси металургійних цехів» є спеціальною дисципліною, яка формує у студентів професійні знання у галузі теорії та технології безперервних металургійних ліній та агрегатів.
В результаті виконання курсової роботи мають бути виконані такі розділи:
Розробити та описати технологічні процеси в цілому по ділянках (агрегатам) та по окремих операціях з опрацюванням питань безперервності технології;
Здійснити вибір за заданою продуктивністю та розмірами поперечного перерізу листового прокату стану холодної листової прокатки, з існуючих конструкцій;
Здійснити розрахунок розподілу обтискань по проходах у клітинах прокатного стану;
Виконати розрахунки зусиль прокатки у кожній кліті прокатного стану та потужності електроприводів;
Визначити річну продуктивність стану;
Виконати автоматизацію технологічних режимів обтискання.
У ході виконання курсової роботи закріплюються та розширюються знання, отримані щодо курсу «ТЛКМЦ», з'являються навички у виборі виробничого обладнання, розрахунках технологічних режимів обтискань та енергосилових параметрів прокатки, використання при розрахунках електронно-обчислювальної техніки.
Стани холодної прокатки
Спосіб холодної прокатки отримують стрічки, листи і смуги найменшої товщини і шириною до 4600...5000мм.
Основними параметрами широкосмугових станів є довжина бочки робочої кліті (у безперервних станах останньої кліті).
Для виробництва листової холоднокатаної сталі застосовують реверсивні одноклітинні та послідовні багатоклітинні стани.
За завданням найбільш підходящими є 3 табори:
Безперервний стан 2500 Магнітогорського металургійного комбінату
Цех введено в експлуатацію у 1968 р. Обладнання табору розташоване у семи прольотах (рисунок 1).
Малюнок 1. Схема основного технологічного обладнання стану 2500 Магнітогорського металургійного комбінату:
I - проліт складу гарячекатаних рулонів, II - проліт НТА, III - проліт табору, IV - проліт ковпакових печей; 1 - конвеєр передавальний гарячекатаних рулонів, 2 - мостові крани, 3 - безперервно-травильні агрегати, 4 - агрегат поперечного різання гарячекатаних рулонів, 5 - робоча лінія стану, 6 - дресирувальний стан, 7 - дресировочний стан та поперечного різання, 10 - ковпакові печі.
Стан призначений для прокатки в холодному стані смуг перетином (0,6-2,5) х (1250-2350) мм? 30-т рулон внутрішнім діаметром 800 мм, зовнішнім? 1950 мм зі сталей 08Ю, 08кп, 08пс (ГОСТ 9045-80), сталей 08 - 25 всіх ступенів розкислення з хімічним складомза ГОСТ 1050-74 і Ст0 - Ст3 киплячою, напівспокійною та спокійною (ГОСТ 380-71).
Безперервний стан 1700 р. Маріупольського металургійного комбінату ім. Ілліча
Перша черга цеху холодної прокатки введена в експлуатацію у 1963 р., обладнання табору розташоване у 12 прольотах (Малюнок 2).

Малюнок 2. Схема розташування основного технологічного обладнання стану холодної прокатки 1700 Маріупольського металургійного комбінату ім. Ілліча:
I – склад гарячекатаних рулонів, II – проліт табору, III – машинний зал, IV – проліт газових ковпакових печей, V – склад готової продукції; 1, 3, 8, 10, 12, 13, 19, 20, 22, 24, 26, 28 - мостові крани, 2 - агрегат поперечного різання, 4 - конвеєри передавальні з кантувачами, с5 - агрегати пакування пачок листів, 6 - ножиці , 7 - безперервно-травильні агрегати (НТА), 9 - комбінований агрегат різання, 11 - гільйотинні ножиці, 14 - конвеєр подачі рулонів до стану, 15 - розмотувач, 16 - робоча лінія станів, 17 - моталка, 18 - конвеєр - одностопні ковпакові печі; 23 - пакетуючі столи; 25 - ваги;
Стан призначений для холодної прокатки смуг перетином (0,4-2,0) х (700-1500) мм у рулонах із сталей вуглецевих звичайної якості (киплячої, спокійної, напівспокійної): Ст1, Ст2, Ст3, Ст4, Ст5; вуглецевих якісних конструкційних: 08кп, 08пс, 10кп, 10пс, 10, 15кп, 15пс, 15, 20кп, 20пс, 20, 25, 30, 35, 40, 45; нестаріючих 08Ю, 08Фкп; електротехнічна сталь.
Киплячі та спокійні сталі поставляються за ГОСТ: 16523-70, 9045-70, 3560-73, 17715-72, 14918-69, 19851-74 та технічними умовами з хімічним складом за ГОСТ 380-71 та 105. Електротехнічна сталь поставляється згідно з ГОСТ 210142-75. [ 2 ]
1.1 Безперервний стан 2500 Магнітогорського металургійного комбінату
Цех введено в експлуатацію у 1968 р. Обладнання табору розташоване у семи прольотах (рисунок 1).
Малюнок 1. Схема основного технологічного обладнання стану 2500 Магнітогорського металургійного комбінату:
I - проліт складу гарячекатаних рулонів, II - проліт НТА, III - проліт табору, IV - проліт ковпакових печей; 1 - конвеєр передавальний гарячекатаних рулонів, 2 - мостові крани, 3 - безперервно-травильні агрегати, 4 - агрегат поперечного різання гарячекатаних рулонів, 5 - робоча лінія стану, 6 - дресирувальний стан, 7 - дресировочний стан та поперечного різання, 10 - ковпакові печі.
Стан призначений для прокатки в холодному стані смуг перетином (0,6-2,5) х (1250-2350) мм? 30-т рулон внутрішнім діаметром 800 мм, зовнішнім? 1950 мм зі сталей 08Ю, 08кп, 08пс (ГОСТ 9045-80), сталей 08 - 25 всіх ступенів розкислення з хімічним складом за ГОСТ 1050-74 і Ст0 - Ст3 киплячою, напівспокійною та спокійною (ГОСТ 380-71).
Гідравлічний розрахунок об'єднаного зовнішнього водопроводу промислового підприємства
№ п/п Найменування 1 Водоприймачі 2 Самопливні лінії 3 Берегова криниця 4 Насосна станція 1-го підйому 5 Очисні споруди 6 Резервуар чистої води 7 Насосна станція II-го...
Використання систем та засобів автоматизації технологічних об'єктів на підприємстві ВАТ "ММК"
Виробництво на ММК починається з рудозбагачувальної фабрики (переробка руди) та аглофабрики (отримання агломерату шляхом дрібного окускування рудного матеріалу, який необхідний для виплавки чавуну). Далі йде коксохімічне виробництво.
Комплекс механічного обладнання агломераційного виробництва
1. Як залізовмісні добавки використовують: - колошниковий пил з доменних цехів; - обпалену окалину ПГП, КЦ-1.
Модернізація системи автоматичного керування та вузла дозування флокулянту, розробка конструкції вузла вимірювання витрати флокулянту
Біологічні очисні споруди ВАТ «Світлогірськ» є класичною схемою (рисунок 2.1.1) з використанням первинних відстійників, аеротенків з активним мулом з наступним мулорозділом на вторинних відстійниках.
Застосування технології вакуумного сушіння поверхні холоднокатаної смуги для очищення від мастильно-охолодних рідин в умовах стану 2500 ЛПЦ-5 ВАТ "ММК"
І – відділення відпалу, ІІ – проліт табору, ІІІ – машинний зал, ІV – склад готової продукції; 1 - мостові крани, 2 - відпалювальні печі, 3 - кантувачі, 4 - агрегат електролітичного очищення, 5 - розмотувач, 6 - лінія стану, 7 - моталка, 8 - агрегат різання...
Розробка технологічного процесу для виробництва листа методом холодної прокатки
Стан, введений в експлуатацію в 1956 р., розташований у восьми прольотах (рис.1) загальною шириною 195 м, довжиною 456 м. I – відділення відпалу, II – проліт табору, III – машинний зал, IV – склад готової продукції; 1 - мостові крани, 2 - печі відпалювачі, 3 - кантувачі...
Таблиця 2 Характеристики насоса НМ 2500-230 при роботі на воді Q H з N 300 250 0,28 820 500 248 0,4 850 700 246 0,51 900 900 244 0,61 00 238 0,77 1100 1500 235 0,81 1200 1700 230 0...
Розрахунок та регулювання режимів роботи відцентрового насоса
Таблиця 4- Характеристики насоса НПВ 2500-80 при роботі на воді Q H з N 300 80 0,22 300 500 80 0,35 320 700 78 0,48 350 900 78 0,52 380 1 0, 7 430 1500 72 0,75 450 1700 68 0...
Регулювання товщини та натягу смуги у вхідній зоні стану
Для вимірювання натягу смуги в кожному міжклітинному проміжку на стані 2500 холодної прокатки встановлений однороликовий вимірювач натягу, в якому використовується датчик магнітоанізотропного тиску ДМ-5806 конструкції ВНІІАЧермета.
Система видобутку, підготовки та збагачення сировини чорної та кольорової металургії
Крім товарної продукції, що виходить під час переробки руд кольорових металів, на підприємствах кольорової металургії отримують численні відходи та напівпродукти металургійного виробництва. До них відносяться шлаки, пилу, гази...
Стани холодної прокатки
Перша черга цеху холодної прокатки введена в експлуатацію у 1963 р., обладнання табору розташоване у 12 прольотах (Малюнок 2). Малюнок 2...
Стани холодної прокатки
З розглянутих станів найбільш підходящим є Безперервний стан 2030 Безперервний стан п'ятиклітин холодної прокатки 2030 призначений для прокатки смуг товщиною 0,35-2,0 мм при нескінченному режимі і 0,35-3...
Структура сучасного металургійного виробництва та його продукція. Способи фрезерування та типи використовуваних фрез
Чорні метали застосовуються в різних галузях промисловості: важке машинобудування, верстатобудування, суднобудування, автомобілебудування, авіаційна промисловість, електроніка, радіотехніка, промислове та цивільне будівництво.
Цехи металургійного комбінату ім. Ілліча
Усі металургійні заводи поділяються: з повним (або закінченим) циклом виробництва та заводи з неповним металургійним циклом. ММК ім. Ілліча - завод із закінченим металургійним циклом...