Koncové miery 2 n1 GOST 9038 90. Koncové miery rovinné
Miery dĺžky koniec planparalelne
Rovinnoparalelné meracie bloky sú určené na prenos rozmerov z dĺžky hlavnej svetelnej vlny na výrobok. Meracie bloky sú najpresnejším meracím nástrojom používaným v priemysle na kontrolu rozmerov, kontrolu a triedenie opatrení, meracie prístroje a nástroje, na kontrolu meradiel, stanovenie správnych rozmerov pri výrobe nástrojov, prípravkov a lisovníc, ako aj na mimoriadne presné značkovacie práce a nastavovanie obrábacích strojov.
Na ochranu oceľových koncových blokov v blokoch používaných na priame meranie nástrojov, prípravkov a iných výrobkov sa ako extrémne opatrenia v blokoch odporúčajú ochranné koncové bloky. Hlavné meracie bloky tak chránia pred predčasným opotrebovaním, ktoré je nevyhnutné pri kontakte s meraným objektom.
Meracie bloky sú vyrobené z chrómovej ocele s vysoko kvalitnou povrchovou úpravou meracích plôch, s dobrým lapovaním (adhézna sila je od 3 do 8 kgf) a majú vysokú odolnosť proti opotrebovaniu.
Koncové miery majú tvar pravouhlého rovnobežnostena s dvoma plochými vzájomne rovnobežnými meracími plochami.
Meradlá sú vyrobené z ocele a tvrdej zliatiny.
Meracie bloky majú vysokú odolnosť proti opotrebovaniu a poskytujú dobré lapovanie sklenených dosiek a navzájom.
Koncové miery sa používajú jednotlivo alebo v blokoch prekrytím niekoľkých taktov.
Meradlá sa vydávajú v súpravách. Sady koncových mier sa líšia počtom a menovitými veľkosťami mier.
Meradlá sa vyrábajú v 4 triedach presnosti: 0, 1, 2 a 3.
Kontrolné a meracie prístroje (CIP) sú zariadenia, bez ktorých si dnes už modernú výrobu nemožno predstaviť. Merania sú potrebné v každej fáze výroby a v širokej škále priemyselných odvetví. Preto sú meracie prístroje také rozmanité, sú to koncové miery (KMD) GOST 9038-90, mikrometre, mikátory, kalibračné a krivkové pravítka, krokomery, goniometre, hrúbkomery, tvrdomery, mikroskopy, posuvné meradlá atď.
Kúpiť Koncové miery (KMD) GOST 9038-90 s doručením v Rusku
Na webovej stránke spoločnosti M-Service LLC si môžete rýchlo objednať merací prístroj online. Pridajte položku do nákupného košíka, objednajte a dostanete faktúru za pár sekúnd. Kdekoľvek sa vaša spoločnosť nachádza – v Čeľabinsku, Jekaterinburgu, Moskve, Petrohrade, Chabarovsku, Kryme a akomkoľvek inom regióne Ruska – vašu objednávku vám bez problémov doručíme prepravnou spoločnosťou. Doručenie na terminál je bezplatné.
strana 1

strana 2

strana 3

strana 4

strana 5

strana 6

strana 7

strana 8

strana 9

strana 10

strana 11

strana 12

strana 13

strana 14
ŠTÁTNY ŠTANDARD Zväzu SSR
OPATRENIA NA DĹŽKU
ROVINA-PARALLEL
(ST SEV 720-77)
VYDAVATEĽSTVO ŠTANDARDOV IPK
ŠTÁTNY ŠTANDARD Zväzu SSR
Dátum zavedenia 01.07.91
Táto norma platí pre planparalelné koncové bloky dĺžky (ďalej len koncové bloky) vyrobené z ocele s dĺžkou do 1000 mm a tvrdej zliatiny s dĺžkou do 100 mm, ktoré majú tvar pravouhlého rovnobežnostena s dvoma plochými vzájomne rovnobežnými meracími plochami .
Koncové opatrenia sú určené na použitie ako:
Pracovné opatrenia na nastavovanie a nastavovanie indikačných meracích prístrojov a na priame meranie lineárnych rozmerov priemyselných výrobkov;
vzorové miery na prenos veľkosti jednotky dĺžky z primárneho etalónu na koncové miery s nižšou presnosťou a na kontrolu a klasifikáciu meracích prístrojov.
Požiadavky tejto normy sú povinné.
1. HLAVNÉ PARAMETRE A ROZMERY
1.1. Menovité hodnoty dĺžky koncových mier musia zodpovedať hodnotám uvedeným v tabuľke. 1.
stôl 1
|
Stupňovanie koncového rozchodu |
|
|
Od 0,99 do 1,01 vrátane » 1,99 » 2,01 » » 9,99 » 10,01 » |
|
|
Od 0,40 do 0,41 vrátane. |
|
|
Od 0,1 do 0,7 vrátane » 0,9 » 1,5 vrátane » 9,9 » 10,1 » |
|
|
Od 0,1 do 3 vrátane |
|
|
Od 0,5 do 25 vrátane |
|
|
Od 1 do 25 vrátane |
|
|
Od 10 do 100 vrátane. |
|
|
Od 25 do 200 vrátane. |
|
|
Od 50 do 300 vrátane. |
|
|
Od 100 do 1000 vrátane. |
1.2. Koncové miery musia byť vyrobené v týchto triedach presnosti: 0; 1; 2; 3 - vyrobené z ocele; 0; 1; 2 a 3 - tvrdá zliatina.
Poznámka. Koncové bloky z ocele a tvrdej zliatiny triedy presnosti 00 a 01 sú vyrobené po dohode medzi spotrebiteľom a výrobcom.
1.3. Koncové meradlá, ak sa používajú ako vzorové, musia byť overené ako vzorové 1, 2, 3 a 4 kategórie podľa MI 1604. Vzorové miery musia mať pri uvoľnení z výroby rozlišovací znak.
1.4. Koncové meradlá by mali byť zaslané v súpravách (pozri prílohu 2), špeciálnych súpravách (pozri prílohu 3) alebo jednotlivých mierach a súpravách (pozri prílohu 4).
Poznámka. Trieda presnosti súpravy je určená najnižšou triedou jednotlivých mier zahrnutých v súprave. Meradlo 1,005 mm, zahrnuté v súpravách 1, 2, 3, 12 a 15 3. triedy presnosti, musí byť minimálne 2. triedy presnosti.
1,2 - 1,4. (Upravené vydanie, Rev. č. 1).
1.5. Rozmery prierezu koncových mier ( A, b) musia zodpovedať tým, ktoré sú uvedené v tabuľke. 2.
tabuľka 2
|
Nominálne dĺžky kalibrových blokov |
Veľkosť prierezu A × b |
||
|
0,1 až 0,20 |
|||
|
St. 0,20 až 0,29 |
|||
|
St. 0,29 až 0,6 |
|||
|
Viac ako 0,6 až 10,1 |
|||
|
10.1 až 1000 |
|||
Príklady symbolov:
Sada č.2 blokových mierok vyrobených z ocele triedy presnosti 1:
Terminál Opatrenia 1 -H2 GOST 9038 -90
Sada č.3 karbidových koncových blokov, trieda presnosti 2:
Terminál Opatrenia 2 -H3-T GOST 9038 -90
Merací blok, dĺžka 1,49 mm, vyrobený z ocele triedy presnosti 3:
Terminál opatrenie 3 -1 ,49 GOST 9038 - 90
Súbor vzorových koncových mier 1. kategórie:
Terminál Opatrenia ukážkový 1 -KO GOST 9038 -90
Súprava č. 3 vzorové koncové miery II. kategórie:
Meracie miery ukážkový 2HO3 GOST 9038 -90 .
(Upravené vydanie, Rev. č. 1).
2. TECHNICKÉ POŽIADAVKY
2.1. Bloky mierok musia byť vyrobené v súlade s požiadavkami tejto normy podľa pracovných výkresov schválených predpísaným spôsobom.
2.2. Prípustné odchýlky dĺžky koncových meraní od nominálnej pri teplote 20 ° C a odchýlky od rovinnej rovnobežnosti meracích plôch by nemali presiahnuť hodnoty uvedené v tabuľke. 3.
Tabuľka 3
|
Menovité dĺžky koncových mier, mm |
Prípustné odchýlky |
|||||||||||
|
dĺžka od menovitej hodnoty ±, µm, pre triedy presnosti |
od rovinnej rovnobežnosti, µm, pre triedy presnosti |
|||||||||||
|
Viac ako 0,29 až 0,9 |
||||||||||||
|
Viac ako 0,9 až 10 |
||||||||||||
|
10. až 25. sv |
||||||||||||
|
25. až 50. sv |
||||||||||||
|
50 až 75 sv |
||||||||||||
|
75 až 100 sv |
||||||||||||
|
100 až 150 sv |
||||||||||||
|
150 až 200 sv |
||||||||||||
Tieto požiadavky sa nevzťahujú na zónu so šírkou 0,5 mm pozdĺž okrajov meracej plochy, počítajúc od nepracovných plôch – pre miery s nominálnou dĺžkou do 0,29 mm vrátane a 0,8 mm – pre miery s menovitou dĺžkou viac ako 0,29 mm.
2.3. Odchýlky od rovinnosti meracích plôch koncových mier s dĺžkou nad 0,9 až 3 mm vo voľnom (nepreplátovanom) stave by nemali presiahnuť 2 mikróny.
2.4. Lapovanie meracích plôch koncových mier musí spĺňať požiadavky uvedené v tabuľke. 4.
Tabuľka 4
Tolerancia rovinnosti sklenených tabúľ 0,03 µm - pre triedy presnosti 00, 01 a 0; 0,1 µm - pre triedy presnosti 1, 2 a 3.
2.5. Parameter drsnosti meracích plôch koncových mier rz < 0,063 мкм по ГОСТ 2789 .
2.6. Hrany meracích plôch koncových mier musia byť zaoblené s polomerom nepresahujúcim 0,3 mm, alebo musia mať skosenie maximálne 0,3 mm.
Na meracích plochách koncových mier, vrátane oblasti prechodu skosenia na meraciu plochu, by nemali byť žiadne chyby, ktoré by nepriaznivo ovplyvňovali používanie koncových mier.
Na meracích plochách koncových mier sú povolené škrabance, ktoré neovplyvňujú lapovanie (odsek 2.4) a odchýlku dĺžky od menovitej hodnoty a od rovnobežnosti roviny (odsek 2.2).
2.7. (Vymazané, Rev. č. 1).
2.8. Na meracích plochách koncových blokov z tvrdej zliatiny vo vzdialenosti do 1 mm od stredu meracej plochy a v rohových bodoch vo vzdialenosti 1 - 2 mm od nepracovných plôch mier triedy presnosti 00, 0, póry so šírkou viac ako 120 mikrónov a miery tried presnosti 1 nie sú povolené, 2 a 3 - póry so šírkou viac ako 200 µm. Stupeň pórovitosti by nemal presiahnuť 0,4% podľa GOST 9391.
2.9. Teplotný koeficient lineárnej rozťažnosti materiálu koncových mier z ocele na 1 m a 1 °C by mal byť v rozmedzí 10,5 - 12,5 mikrónov pri teplote 10 až 30 ° S.
2.10. Koncové bloky vyrobené z tvrdej zliatiny musia mať teplotný koeficient lineárnej rozťažnosti pri teplote 10 až 30 ° S v súlade s tabuľkou. 5 a musia byť vyrobené výhradne z karbidu alebo ocele s meracími plochami vybavenými karbidom.
Tabuľka 5
Tabuľka 6
V pasporte koncových blokov vyrobených z tvrdej zliatiny musí výrobca uviesť hodnotu teplotného koeficientu lineárnej rozťažnosti mier zodpovedajúcich stupňu tvrdej zliatiny použitej v súprave.
2.11. Tvrdosť meracích plôch koncových mier vyrobených z ocele musí byť najmenej 800 HV podľa GOST 2999.
2.12. (Vymazané, Rev. č. 1).
2.13. Zmena dĺžky konečných opatrení v priebehu roka v dôsledku nestability materiálu by nemala prekročiť hodnoty uvedené v tabuľke. 6. Požiadavky na stálosť koncových mier v čase musí poskytnúť výrobca za predpokladu, že koncové miery neboli vystavené prudkým teplotným účinkom, vibráciám a otrasom, ako aj účinkom magnetických polí, s výnimkou magnetického poľa. zeme.
(Upravené vydanie, Rev. č. 1).
2.14. Tolerancia kolmosti nepracovných plôch vzhľadom na meracie plochy musí zodpovedať tolerancii uvedenej v tabuľke. 7.
2.15. Na nepracovných plochách koncových mier s menovitou dĺžkou väčšou ako 100 mm by mali byť ťahy aplikované vo vzdialenosti 0,211 / od koncov miery.
2.16. Na spájanie mier do blokov s väzbami v súlade s GOST 4119 musia mať koncové miery zahrnuté v súpravách č. 8 a 9, ako aj koncové miery nad 100 mm v súpravách č. 22 - 24 dva otvory; ochranné miery 50 mm a koncové bloky 51,4 a 71,5 mm v súpravách č. 22 - 24 - jeden otvor.
Otvory by sa mali nachádzať vo vzdialenosti 25 mm od meracích plôch a merali 51,4 a 71,5 mm od jednej z meracích plôch.
2.17. (Vymazané, Rev. č. 1).
2.18. Vysvetlenia pojmov používaných v tejto norme sú uvedené v prílohe 1.
Tabuľka 7
2.19. Každá sada koncových mier a sada sád musí byť zabalená v kufríku, ku ktorému je priložený pas v súlade s GOST 2.601 a pre príkladné koncové opatrenia osvedčenie o overení podľa MI 1604.
(Upravené vydanie, Rev. č. 1).
2.20. Označovanie
2.20.1. Každá koncová miera musí byť označená svojou menovitou dĺžkou. Na koncových blokoch s dĺžkou 5,5 mm alebo menšou by mala byť hodnota nominálnej dĺžky čo najďalej od stredu meracej plochy tak, aby v jej strednej časti zostala zóna s dĺžkou 9 mm bez nápisov.
Na koncových blokoch s dĺžkou väčšou ako 5,5 mm musí byť na nepracovnej ploche nanesená hodnota menovitej dĺžky a ochranná známka výrobcu. Na ochranných a vzorových opatreniach sa okrem vyššie uvedeného označenia musí použiť rozlišovacie označenie. Na koncových klátikoch tried presnosti 00, 01 a 0 je povolené vyznačiť číslo súpravy alebo iné doplnkové označenie.
2.20.2. Označenie na puzdre - v súlade s GOST 13762.
V prípade každej sady je potrebné použiť:
ochranná známka výrobcu (na vonkajšom povrchu krytu);
poradové číslo súpravy alebo súpravy;
trieda presnosti (pre miery pracovného limitu); prepustenie (pre príkladné konečné opatrenia); nápis „vzorové meradlá“ (na vonkajšom povrchu krytu puzdra súpravy alebo sady vzorových medzných meradiel):
označenie tejto normy;
písmeno "T" (pre karbidové súpravy) na vnútornej strane puzdra.
Pre každú zásuvku, v ktorej je umiestnená koncová miera, musia byť uvedené hodnoty nominálnej dĺžky.
2.20.1, 2.20.2. (Upravené vydanie, Rev. č. 1).
2.21. Balíček
2.21.1. Koncové miery v súpravách a koncové miery dĺžky od 500 do 1000 mm, zasielané samostatne, musia byť zabalené v obaloch vyrobených z materiálov podľa GOST 13762.
Každý merací blok v súprave musí byť zasunutý do príslušnej zásuvky a nesmie z nej pri prevrátení uzavretého puzdra vypadnúť.
3. PRIJATIE
3.1. Na overenie súladu koncových mier s požiadavkami tejto normy sa vykonávajú štátne skúšky, metrologická certifikácia (pre vzorové koncové miery), preberacia kontrola, periodické skúšky a skúšky zhody s opatreniami na teplotný koeficient lineárnej rozťažnosti materiálu koncových mier. (odseky 2.9 a 2.10) a pre dĺžkovú stabilitu sa vykonávajú koncové opatrenia v čase (odsek 2.13 - pre pracovné miery, bod 1.6 MI 1604 - pre vzorové opatrenia).
Skúšky podľa paragrafov sú povolené. 2.9, 2.10 a 2.13, ako aj skúšky podľa bodu 1.6 MI 1604 sa kombinujú s periodickými skúškami.
3.2. Štátne skúšky - podľa GOST 8.383 a GOST 8.001. Metrologická certifikácia - podľa GOST 8.326.
3.1, 3.2. (Upravené vydanie, Rev. č. 1).
3.3. Počas akceptačnej kontroly sa každé koncové opatrenie kontroluje z hľadiska súladu s požiadavkami odsekov. 2.2, 2.3, 2.4 (v zmysle odierania mier o sklenené dosky), 2.8 a 2.14-2.16.
Odsek 2.5 a odsek 2.4 (z hľadiska šmykovej sily) sa kontrolujú selektívne v súlade s MI 1604.
3.4. Periodické skúšky sa vykonávajú najmenej raz za tri roky, aby sa splnili všetky požiadavky tejto normy, okrem odsekov. 2.9, 2.10, 2.13 a článok 1.6 MI 1604. Pravidelné skúšky by sa mali vykonávať na typických predstaviteľoch:
na akejkoľvek jednej sade koncových blokov s dĺžkou do 100 mm vyrobených z ocele akejkoľvek triedy presnosti a (alebo) kategórie;
na ktorejkoľvek sade koncových blokov s dĺžkou viac ako 100 mm z ocele akejkoľvek triedy presnosti a (alebo) kategórie;
na akejkoľvek jednej sade koncových blokov vyrobených z tvrdej zliatiny akejkoľvek triedy presnosti a (alebo) kategórie.
Z každého súboru sa vyberie aspoň 10 % koncových taktov z ich celkového počtu v jednom súbore, nie však menej ako štyri takty.
V súprave koncových blokov z tvrdej zliatiny s oceľovými koncovými blokmi sa na testovanie vyberie 10 % mier z tvrdej zliatiny a 10 % oceľových mier, ale nie menej ako štyri miery z tvrdej zliatiny a ocele.
Výsledky periodických testov sa považujú za uspokojivé, ak všetky testované opatrenia spĺňajú všetky kontrolované požiadavky.
3.5. Testy podľa paragrafov. 2.9, 2.10 a 2.13 a bod 1.6 MI 1604 sa vykonáva najmenej raz za tri roky, najmenej na štyroch mierach každého reprezentatívneho typu v súlade s článkom 3.4 tejto normy. V prípade kombinovania testov s periodickými testami sa miery vyberajú zo súborov vybraných pre periodické testy.
Skúšky sa môžu vykonať na najmenej štyroch samostatne vyrobených mierach z tvrdej zliatiny a ocele.
Výsledky skúšok sa považujú za uspokojivé, ak všetky skúšané opatrenia spĺňajú skúšané požiadavky.
3,4, 3,5. (Upravené vydanie, Rev. č. 1).
3.6. (Vymazané, Rev. č. 1).
4. KONTROLNÉ A SKÚŠOBNÉ METÓDY
4.1. Overenie koncových opatrení podľa MI 2079, MI 2186, GOST 8.367 a MI 1604.
(Upravené vydanie, Rev. č. 1).
4.2. Vplyv environmentálnych klimatických faktorov počas prepravy sa kontroluje v klimatických komorách. Testy sa vykonávajú v nasledujúcom režime: pri teplote plus (50 ± 3) °С, mínus (50 ± 3) °С a pri relatívnej vlhkosti (95 ± 3) % pri teplote (35 ± 3). ) °С. Expozícia v klimatickej komore v každom režime 2 hodiny.Po testovaní musia všetky testované opatrenia spĺňať požiadavky paragrafov. 2,2; 2,3; 2.4.
4.3. Pri kontrole vplyvu transportného trasenia sa používa nárazový stojan, ktorý vytvára trasenie so zrýchlením 30 m/s 2 a frekvenciou 80 - 120 tepov za minútu.
Krabice so zabalenými mierami sú pripevnené k stojanu a testované celkovým počtom nárazov 15000. Po odskúšaní by metrologické charakteristiky mier nemali prekročiť hodnoty stanovené touto normou.
5. PREPRAVA A SKLADOVANIE
Preprava a skladovanie v súlade s GOST 13762.
Koncové miery je dovolené prepravovať bez ich zabalenia do prepravného kontajnera.
6. NÁVOD NA POUŽITIE
Prevádzkové podmienky koncových opatrení - v súlade s RD 50-98.
7. ZÁRUKA VÝROBCU
Výrobca garantuje súlad koncových opatrení a ich zostáv s požiadavkami tejto normy pri dodržaní podmienok prepravy, skladovania a prevádzky.
Záručná doba od dátumu uvedenia do prevádzky:
6 mesiacov - pre miery a zostavy z ocele a pre zostavy z tvrdej zliatiny vrátane mier z ocele;
18 mesiacov - pre tvrdokovové miery a súpravy.
PRÍLOHA 1
Odkaz
VYSVETLENIE POJMOV POUŽITÝCH V TOMTO ŠTANDARDE
|
Dĺžka meradla (v akomkoľvek bode) |
Dĺžka kolmice, pubescenta od daného bodu meracej plochy koncovej miery k jej protiľahlej meracej ploche. Poznámka. Opačná meracia plocha pri absolútnej interferenčnej metóde merania dĺžky mier je plocha plochej pomocnej dosky z rovnakého materiálu a s povrchom rovnakej kvality ako koncová miera, na ktorú sa lapuje. |
|
Odchýlka hodnoty dĺžky koncovej miery od nominálnej |
Najväčší absolútny rozdiel medzi dĺžkou koncového bloku v ľubovoľnom bode a nominálnou dĺžkou koncového bloku. |
|
Odchýlka od rovinnej paralelnosti koncovej miery |
Rozdiel medzi najväčšou a najmenšou dĺžkou meradla. |
|
Prekrytie merania |
Vlastnosť meracích plôch koncovej miery, ktorá zaisťuje silnú priľnavosť koncových mier k sebe navzájom, ako aj k plochým kovovým, skleneným doskám pri priložení alebo nasunutí jednej koncovej miery na druhú alebo koncovej miery na dosku. Odieranie je charakterizované šmykovou silou. |
|
ochranné opatrenie |
Opatrenie inštalované na okraji bloku opatrení na ochranu hlavných opatrení pred opotrebovaním. |
|
Súbor špeciálnych opatrení |
Súbor opatrení určených na overovanie určitých výrobkov a meracích prístrojov (drôty, mikrometre, posuvné meradlá, optiky). |
DODATOK 2
Povinné
SÚPRAVY ŠTANDARDOV ROVINNEJ PARALELNEJ DĹŽKY
|
Nastaviť číslo |
Počet taktov v sade |
Stupňovanie mier, mm |
Menovité dĺžky mier, mm |
Počet opatrení |
Ochranné opatrenia |
Trieda presnosti súprav |
||
|
Menovitá hodnota dĺžky, mm |
Počet opatrení |
karbid |
||||||
|
Od 1 do 1,5 vrátane. |
||||||||
|
Od 1,6 do 2 vrátane |
||||||||
|
2,5 až 10 |
||||||||
|
Od 20 do 100 vrátane. |
||||||||
|
Od 1 do 1,1 vrátane |
||||||||
|
Od 1,2 do 2 vrátane |
||||||||
|
Od 3 do 10 vrátane. |
||||||||
|
Od 20 do 100 vrátane. |
||||||||
|
Od 1 do 1,5 vrátane. |
||||||||
|
Od 1,6 do 2 vrátane |
||||||||
|
Od 2,5 do 25 vrátane. |
||||||||
|
Od 30 do 100 vrátane. |
||||||||
|
Od 2 do 2,01 vrátane |
||||||||
|
Od 1,99 do 2 vrátane |
||||||||
|
Od 1 do 1,01 vrátane |
||||||||
|
Od 0,99 do 1 vrátane |
||||||||
|
Od 125 do 200 vrátane. » 250 » 300 » » 400 » 500 » |
||||||||
|
Od 100 do 1000 vrátane. |
||||||||
|
Od 0,1 do 0,29 vrátane |
||||||||
|
0,3 až 0,7 » 0,8 až 0,9 vrátane |
||||||||
|
Od 0,9 do 1,5 vrátane Od 1,6 do 2 vrátane Od 2,5 do 5 vrátane. |
||||||||
|
Od 10 do 100 vrátane. |
||||||||
|
Od 10,5 do 25 vrátane. Od 30 do 100 vrátane. |
||||||||
|
Od 1 do 1,1 vrátane Od 1,2 do 2 vrátane Od 3 do 10 vrátane. |
||||||||
|
Od 0,991 do 1,009 vrátane |
||||||||
|
Od 1,991 do 2,009 vrátane. |
||||||||
|
Poznámka. Koncové miery v súpravách č. 1, 2 a 3 z tvrdej zliatiny s dĺžkou nad 5 mm je možné nahradiť oceľovými koncovými mierami. |
||||||||
DODATOK 3
ŠPECIÁLNE SÚPRAVY ROVINNÝCH PARALELNÝCH DĹŽKOVÝCH OPATRENÍ
|
Nominálne hodnoty koncových mier, mm |
Trieda presnosti súprav |
Vybíjacie súpravy |
|
|
karbid |
|||
|
Súprava č. 20 (23 taktov) 0,12; 0,14; 0,17; 0,2; 0,23; 0,26; 0,29; 0,34; 0,4; 0,43; 0,46; 0,57; 0,7; 0,9; 1,0; 1,16; 1,3; 1,44; 1,6; 1,7; 1,9; 2; 3,5 |
|||
|
Súprava č. 21 (20 taktov) 5,12; 10,24; 15,36; 21,5; 25; 30,12; 35,24; 40,36; 46,5; 50; 55,12; 60,24; 65,36; 71,5; 75; 80,12; 85,24; 90,36; 96,5; 100 |
|||
|
Súprava č. 22 (7 taktov) 21,2; 51,4; 71,5; 101,6; 126,8; 150; 175 |
|||
|
Súprava č. 23 (13 taktov) 1,00; 1,00; 1,05; 1,10; 2,00; 2,00; 21,2; 51,4; 71,5; 101,6; 126,8; 150; 175 |
|||
|
Súprava č. 24 (25 taktov) 1,00; 1,00; 1,04; 1,05; 1,06; 1,10; 1,11; 1,12; 1,13; 1,17; 1,18; 1,19; 2,00; 2,00; 21,2; 51,4; 71,5; 101,6; 126,8; 150; 175; 250; 400; 600; 1000 |
|||
|
Súprava č. 25 (15 taktov) 0,990; 0,992; 0,994; 0,995; 0,996; 0,998; 1,000; 1,002; 1,005; 1,010; 1,015; 1,020; 1,030; 1,040; 1,050 |
|||
|
Súprava č. 26 (8 taktov) 0,990; 0,995; 1,000; 1,005; 1,010; 1,020; 1,030; 1,050 |
|||
|
Súprava č. 27 (9 taktov) 1,00; 1,02; 1,04; 1,05; 1,06; 1,08; 1,10; 1,15; 1,20 |
|||
|
Súprava č. 28 (28 taktov) 1,00; 1,02; 1,04; 1,06; 1,08; 1,10; 1,12; 1,14; 1,16; 1,18; 1,20; 1,24; 1,28; 1,30; 1,32; 1,36; 1,40; 1,50; 1,60; 1,70; 1,80; 1,90; 2,0; 2,2; 2,4; 2,6; 2,8; 3,0 |
|||
|
Súprava č. 29 (8 taktov) 0,990; 0,995; 1,000; 1,005; 1,010; 1,020; 1,030; 1,040 |
|||
|
Súprava č. 30 (7 taktov) 5,12; 10,24; 15,36; 19,50; 20; 21,50; 25 |
|||
|
Súprava č. 31 (9 taktov) 1; 1,01; 1,02; 1,03; 1,04; 1,05; 1,06; 1,08; 1,10 |
|||
|
Súprava č. 32 (7 taktov) 0,995; 1; 1,005; 1,010; 1,020; 1,030; 1,040 |
|||
|
Súprava č. 33 (7 taktov) 1; 1,06; 1,10; 1,12; 1,18; 1,20; 1,30 |
|||
|
Súprava č. 34 (9 taktov) 1,001; 1,002; 1,003; 1,005; 1,006; 1,007; 1,008; 1,009 |
|||
|
Súprava č. 35 (9 taktov) 1,01; 1,02; 1,03; 1,04; 1,05; 1,06; 1,07; 1,08; 1,09 |
|||
|
Súprava č. 36 (13 taktov) 1; 1,001; 1,002; 1,003; 1,004; 1,005; 1,006; 1,010; 1,020; 1,030; 1,040; 1,050; 1,060 |
|||
|
Súprava č. 37 (8 taktov) 1 - 2 kusy; 10 - 2 ks; 50 - 2 ks; 100 - 2 ks. |
|||
|
Poznámka. Koncové miery v súpravách č. 23 a 24 z tvrdej zliatiny s dĺžkou nad 5 mm je možné nahradiť oceľovými koncovými mierami. |
|||
APLIKÁCIA 3 . (Upravené vydanie, Rev. č. 1).
DODATOK 4
SADA MERNÝCH KAMENOV
|
Nastaviť číslo |
|
|
3, 10, 11, 16, 17, 20, 21 |
APLIKÁCIA 4 . (Dodatočne zavedené, dodatok č. 1).
INFORMAČNÉ ÚDAJE
1. VYVINUTÉ A ZAVEDENÉ Ministerstvom strojárskeho a nástrojárskeho priemyslu ZSSR
VÝVOJÁRI
A.M. Smogorzhevsky, N.A. Michajlova
2. SCHVÁLENÉ A ZAVEDENÉ vyhláškou Štátneho výboru ZSSR pre riadenie kvality výrobkov a normy z 25. januára 1990 č.
Zmenu č. 1 prijala Medzištátna rada pre normalizáciu, metrológiu a certifikáciu (zápisnica č. 4 zo dňa 21.10.93)
|
Názov štátu |
Názov národného normalizačného orgánu |
|||
|
Arménska republika |
Armstate štandard |
|||
|
Bieloruskej republiky |
Štátny štandard Bieloruska |
|||
|
Kazašská republika |
Štátna norma Kazašskej republiky |
|||
|
Moldavská republika |
Moldavský štandard |
|||
|
Ruská federácia |
Gosstandart Ruska |
2.20.2, 2.21.1, sek. 5 |
||
|
1.3, 2.19, 3.1, 3.3 - 3.5, 4.1 |
||||
|
TU 3-3.2123-88 |
||||
8. Obmedzenie doby platnosti bolo odstránené podľa protokolu č. 5-94 Medzištátnej rady pre normalizáciu, metrológiu a certifikáciu (IUS 11-12-94)
9. REPUBLIKÁCIA (marec 1998) s dodatkom č. 1 schváleným v júni 1996 (IUS 9-96)
ŠTANDARDNÝ
ŠTÁT
ÚNIE SSR
TECHNICKÉ PODMIENKY
GOST 9038-90 (ST SEV 720-77)
Oficiálne vydanie
VYDÁVACIE ŠTANDARDY IPK Moskva
MDT 531.711.51:006.354 Skupina P51
ŠTÁTNY ŠTANDARD Zväzu SSR
DĹŽKOVÉ MIERY, ROVINA-PARALELNÉ
technické údaje
Meracie bloky. technické údaje
(ST SEV 720-77)
Dátum zavedenia 01.07.91
Táto norma platí pre planparalelné koncové bloky dĺžky (ďalej len koncové bloky) vyrobené z ocele s dĺžkou do 1000 mm a tvrdej zliatiny s dĺžkou do 100 mm, ktoré majú tvar pravouhlého rovnobežnostena s dvoma plochými vzájomne rovnobežnými meracími plochami .
Koncové opatrenia sú určené na použitie ako:
Pracovné opatrenia na nastavovanie a nastavovanie indikačných meracích prístrojov a na priame meranie lineárnych rozmerov priemyselných výrobkov;
vzorové miery na prenos veľkosti jednotky dĺžky z primárneho etalónu na koncové miery s nižšou presnosťou a na kontrolu a klasifikáciu meracích prístrojov.
Požiadavky tejto normy sú povinné.
1. HLAVNÉ PARAMETRE A ROZMERY
1.1. Menovité hodnoty dĺžky koncových mier musia zodpovedať hodnotám uvedeným v tabuľke. 1.
1.2. Koncové miery musia byť vyrobené v týchto triedach presnosti: 0; 1; 2; 3 - vyrobené z ocele; 0; 1; 2 a 3 - tvrdá zliatina.
Poznámka. Koncové bloky z ocele a tvrdej zliatiny triedy presnosti 00 a 01 sú vyrobené po dohode medzi spotrebiteľom a výrobcom.
1.3. Koncové meradlá, ak sa používajú ako vzorové, musia byť overené ako vzorové 1, 2, 3 a 4 kategórie podľa MI 1604. Vzorové miery musia mať pri uvoľnení z výroby rozlišovací znak.
1.4. Koncové meradlá by mali byť zaslané v súpravách (pozri prílohu 2), špeciálnych súpravách (pozri prílohu 3) alebo jednotlivých mierach a súpravách (pozri prílohu 4).
Poznámka. Trieda presnosti súpravy je určená najnižšou triedou jednotlivých mier zahrnutých v súprave. Meradlo 1,005 mm, zahrnuté v súpravách 1, 2, 3, 12 a 15 3. triedy presnosti, musí byť minimálne 2. triedy presnosti.
1,2-1,4. (Upravené vydanie, Rev. č. 1).
1.5. Rozmery prierezu koncových mier (a, b) musia zodpovedať rozmerom uvedeným v tabuľke. 2.
Tabuľka 2mm
|
Nominálne dĺžky |
Prierezový rozmer ax b |
|
|
koncové opatrenia | ||
|
0,1 až 0,20 | ||
|
St. 0,20 až 0,29 | ||
|
St. 0,29 až 0,6 | ||
|
Viac ako 0,6 až 10,1 | ||
|
10.1 až 1000 | ||
Príklady symbolov:
Sada č.2 koncových blokov z ocele triedy presnosti 1:
Mierka 1-N2 GOST 9038-90 Sada č. 3 koncových mierok vyrobených z tvrdej zliatiny triedy presnosti 2:
Meradlo 2-НЗ-Т GOST 9038-90 Meradlo dlhé 1,49 mm vyrobené z ocele triedy presnosti 3:
Koncové miery 3-1,49 GOST 9038-90 Súbor vzorových koncových mier 1. kategórie:
Vzorové krajné miery 1-KO GOST 9038-90 Súprava č. 3 vzorové krajné miery 2. kategórie:
Koncové opatrenia príkladné 2NOZ GOST 9038-90.
(Upravené vydanie, Rev. č. 1).
2. TECHNICKÉ POŽIADAVKY
2.1. Bloky mierok musia byť vyrobené v súlade s požiadavkami tejto normy podľa pracovných výkresov schválených predpísaným spôsobom.
2.2. Prípustné odchýlky dĺžky koncových mier od nominálnej pri teplote 20 * C a odchýlky od rovinnej rovnobežnosti meracích plôch by nemali presiahnuť hodnoty uvedené v tabuľke. 3.
Tabuľka 3
Prípustné odchýlky
|
Menovité dĺžky koncových mier, mm |
dĺžka od menovitej hodnoty ±, µm, pre triedy presnosti |
od rovinnej rovnobežnosti, µm, pre triedy presnosti |
||||||||||||
Tieto požiadavky sa nevzťahujú na zónu so šírkou 0,5 mm pozdĺž okrajov meracej plochy, počítajúc od nepracovných plôch – pre miery s nominálnou dĺžkou do 0,29 mm vrátane a 0,8 mm – pre miery s menovitou dĺžkou viac ako 0,29 mm.
2.3. Odchýlky od rovinnosti meracích plôch koncových mier s dĺžkou nad 0,9 až 3 mm vo voľnom (nepreplátovanom) stave by nemali presiahnuť 2 mikróny.
2.4. Lapovanie meracích plôch koncových mier musí spĺňať požiadavky uvedené v tabuľke. 4.
Tabuľka 4
Tolerancia rovinnosti sklenených tabúľ 0,03 µm - pre triedy presnosti 00, 01 a 0; 0,1 µm - pre triedy presnosti 1, 2 a 3.
2.5. Parameter drsnosti meracích plôch koncových mier Rz< 0,063 мкм по ГОСТ 2789.
2.6. Hrany meracích plôch koncových mier musia byť zaoblené s polomerom nepresahujúcim 0,3 mm, alebo musia mať skosenie maximálne 0,3 mm.
Na meracích plochách koncových mier, vrátane oblasti prechodu skosenia na meraciu plochu, by nemali byť žiadne chyby, ktoré by nepriaznivo ovplyvňovali používanie koncových mier.
Na meracích plochách koncových mier sú povolené škrabance, ktoré neovplyvňujú lapovanie (odsek 2.4) a odchýlku dĺžky od menovitej hodnoty a od rovnobežnosti roviny (odsek 2.2).
2.7. (Vymazané, Rev. č. 1).
2.8. Na meracích plochách koncových blokov z tvrdej zliatiny vo vzdialenosti do 1 mm od stredu meracej plochy a v rohových bodoch vo vzdialenosti 1-2 mm od nepracovných plôch mier tried presnosti 00, 0, póry so šírkou viac ako 120 mikrónov a miery tried presnosti 1 nie sú povolené, 2 a 3 - póry so šírkou viac ako 200 µm. Stupeň pórovitosti by nemal presiahnuť 0,4% podľa GOST 9391.
2.9. Teplotný koeficient lineárnej rozťažnosti materiálu koncových mier vyrobených z ocele na 1 m a GS by mal byť pri teplote 10 až 30 C v rozmedzí 10,5-12,5 mikrónov.
2.10. Koncové miery z tvrdej zliatiny musia mať teplotný koeficient lineárnej rozťažnosti pri teplote 10 až 30 °C podľa tabuľky. 5 a musia byť vyrobené výhradne z karbidu alebo ocele s meracími plochami vybavenými karbidom.
Tabuľka 5
V pasporte koncových blokov vyrobených z tvrdej zliatiny musí výrobca uviesť hodnotu teplotného koeficientu lineárnej rozťažnosti mier zodpovedajúcich stupňu tvrdej zliatiny použitej v súprave.
2.11. Tvrdosť meracích plôch koncových mier vyrobených z ocele musí byť najmenej 800 HV podľa GOST 2999.
2.12. (Vymazané, Rev. č. 1).
Tabuľka 6
2.13. Zmena dĺžky konečných opatrení v priebehu roka v dôsledku nestability materiálu by nemala prekročiť hodnoty uvedené v tabuľke. 6.
Požiadavky na stálosť koncových mier v čase musí zabezpečiť výrobca za predpokladu, že koncové miery neboli vystavené prudkým teplotným účinkom, vibráciám a otrasom, ako aj vplyvom magnetických polí, s výnimkou magnetického poľa zem.
(Zmenené vydanie, Revízia, č. 1).
Tabuľka 7
2.14. Tolerancia kolmosti nepracovných plôch vzhľadom na meracie plochy musí zodpovedať tolerancii uvedenej v tabuľke. 7.
2.15. Na nepracovných plochách koncových mier s menovitou dĺžkou väčšou ako 100 mm by mali byť ťahy aplikované vo vzdialenosti 0,211 / od koncov miery.
2.16. Na spájanie opatrení do blokov
potery v súlade s GOST 4119 koncové miery zahrnuté v súpravách č. 8 a 9, ako aj koncové miery dlhšie ako 100 mm v súpravách č. 22-24 musia mať dva otvory; ochranné miery 50 mm a koncové miery 51,4 a 71,5 mm v súpravách č. 22-24 - jeden otvor.
Otvory by sa mali nachádzať vo vzdialenosti 25 mm od meracích plôch a merali 51,4 a 71,5 mm od jednej z meracích plôch.
2.17. (Vymazané, Rev. č. 1).
2.18. Vysvetlenia pojmov používaných v tejto norme sú uvedené v prílohe 1.
2.19. Každá sada koncových mier a sada sád musí byť zabalená v kufríku, ku ktorému je priložený pas v súlade s GOST 2.601 a pre príkladné koncové opatrenia osvedčenie o overení podľa MI 1604.
(Upravené vydanie, Rev. č. 1).
2.20. Označovanie
2.20.1. Každá koncová miera musí byť označená svojou menovitou dĺžkou. Na koncových blokoch s dĺžkou 5,5 mm alebo menšou by mala byť hodnota nominálnej dĺžky čo najďalej od stredu meracej plochy tak, aby v jej strednej časti zostala zóna s dĺžkou 9 mm bez nápisov.
Na koncových blokoch s dĺžkou väčšou ako 5,5 mm musí byť na nepracovnej ploche nanesená hodnota menovitej dĺžky a ochranná známka výrobcu. Na ochranných a vzorových opatreniach sa okrem vyššie uvedeného označenia musí použiť rozlišovacie označenie. Na koncových klátikoch tried presnosti 00, 01 a 0 je povolené vyznačiť číslo súpravy alebo iné doplnkové označenie.
2.20.2. Označenie na puzdre - v súlade s GOST 13762.
V prípade každej sady je potrebné použiť:
ochranná známka výrobcu (na vonkajšom povrchu krytu);
poradové číslo súpravy alebo súpravy;
trieda presnosti (pre miery pracovného limitu); prepustenie (pre príkladné konečné opatrenia); nápis "vzorové opatrenia" (na vonkajšom povrchu krytu puzdra súpravy alebo súboru vzorových medzných opatrení);
označenie tejto normy;
písmeno "T" (pre karbidové súpravy) na vnútornej strane puzdra.
Pre každú zásuvku, v ktorej je umiestnená koncová miera, musia byť uvedené hodnoty nominálnej dĺžky.
2.20.1. 2.20.2. (Upravené vydanie, Rev. č. 1).
2.21. Balíček
2.21.1. Koncové miery v súpravách a koncové miery dĺžky od 500 do 1000 mm, zasielané samostatne, musia byť zabalené v obaloch vyrobených z materiálov podľa GOST 13762.
Každý merací blok v súprave musí byť zasunutý do príslušnej zásuvky a nesmie z nej pri prevrátení uzavretého puzdra vypadnúť.
3. PRIJATIE
3.1. Na overenie súladu koncových mier s požiadavkami tejto normy sa vykonávajú štátne skúšky, metrologická certifikácia (pre vzorové koncové miery), preberacia kontrola, periodické skúšky a skúšky zhody s opatreniami na teplotný koeficient lineárnej rozťažnosti materiálu koncových mier. (odseky 2.9 a 2.10) a pre dĺžkovú stabilitu sa vykonávajú koncové opatrenia v čase (odsek 2.13 - pre pracovné miery, bod 1.6 MI 1604 - pre vzorové opatrenia).
Skúšky podľa paragrafov sú povolené. 2.9, 2.10 a 2.13, ako aj skúšky podľa bodu 1.6 MI 1604 sa kombinujú s periodickými skúškami.
3.2. Štátne skúšky - podľa GOST 8.383 a GOST 8.001.
Metrologická certifikácia - podľa GOST 8.326.
3.1, 3.2. (Upravené vydanie, Rev. č. 1).
3.3. Počas akceptačnej kontroly sa každé koncové opatrenie kontroluje z hľadiska súladu s požiadavkami odsekov. 2.2, 2.3, 2.4 (v zmysle odierania mier o sklenené dosky), 2.8 a 2.14-2.16.
Odsek 2.5 a odsek 2.4 (z hľadiska šmykovej sily) sa kontrolujú selektívne v súlade s MI 1604.
3.4. Periodické skúšky sa vykonávajú najmenej raz za tri roky, aby sa splnili všetky požiadavky tejto normy, okrem odsekov. 2.9, 2.10, 2.13 a článok 1.6 MI 1604. Pravidelné skúšky by sa mali vykonávať na typických predstaviteľoch:
na akejkoľvek jednej sade koncových blokov s dĺžkou do 100 mm vyrobených z ocele akejkoľvek triedy presnosti a (alebo) kategórie;
na ktorejkoľvek sade koncových blokov s dĺžkou viac ako 100 mm z ocele akejkoľvek triedy presnosti a (alebo) kategórie;
na akejkoľvek jednej sade koncových blokov vyrobených z tvrdej zliatiny akejkoľvek triedy presnosti a (alebo) kategórie.
Z každého súboru sa vyberie aspoň 10 % koncových taktov z ich celkového počtu v jednom súbore, nie však menej ako štyri takty.
V súprave koncových blokov z tvrdej zliatiny s oceľovými koncovými blokmi sa na testovanie vyberie 10 % mier z tvrdej zliatiny a 10 % oceľových mier, ale nie menej ako štyri miery z tvrdej zliatiny a ocele.
Výsledky periodických testov sa považujú za uspokojivé, ak všetky testované opatrenia spĺňajú všetky kontrolované požiadavky.
3.5. Testy podľa paragrafov. 2.9, 2.10 a 2.13 a bod 1.6 MI 1604 sa vykonáva najmenej raz za tri roky, najmenej na štyroch mierach každého reprezentatívneho typu v súlade s článkom 3.4 tejto normy. V prípade kombinovania testov s periodickými testami sa miery vyberajú zo súborov vybraných pre periodické testy.
Skúšky sa môžu vykonať na najmenej štyroch samostatne vyrobených mierach z tvrdej zliatiny a ocele.
Výsledky skúšok sa považujú za uspokojivé, ak všetky skúšané opatrenia spĺňajú skúšané požiadavky.
3,4, 3,5. (Upravené vydanie, Rev. č. 1).
3.6. (Vymazané, Rev. č. 1).
4. KONTROLNÉ A SKÚŠOBNÉ METÓDY
4.1. Overenie koncových opatrení podľa MI 2079, MI 2186, GOST 8.367 a MI 1604.
(Upravené vydanie, Rev. č. 1).
4.2. Vplyv environmentálnych klimatických faktorov počas prepravy sa kontroluje v klimatických komorách. Skúšky sa vykonávajú v nasledujúcom režime: pri teplote plus (50 ± 3) "C, mínus (50 ± 3) °C a pri relatívnej vlhkosti (95 ± 3) % pri teplote (35 ± 3) ) ° C. Expozícia v klimatickej komore v každom režime 2 hodiny Po testovaní musia všetky testované opatrenia spĺňať požiadavky bodov 2.2, 2.3, 2.4.
4.3. Pri kontrole vplyvu transportného trasenia sa používa nárazový stojan, ktorý vytvára trasenie so zrýchlením 30 m/s 2 a frekvenciou 80-120 tepov za minútu.
Krabice so zabalenými mierami sú pripevnené k stojanu a testované celkovým počtom nárazov 15000. Po odskúšaní by metrologické charakteristiky mier nemali prekročiť hodnoty stanovené touto normou.
5. PREPRAVA A SKLADOVANIE
Preprava a skladovanie v súlade s GOST 13762.
Koncové miery je dovolené prepravovať bez ich zabalenia do prepravného kontajnera.
6. NÁVOD NA POUŽITIE
Prevádzkové podmienky koncových opatrení - v súlade s RD 50-98.
7. ZÁRUKA VÝROBCU
Výrobca garantuje súlad koncových opatrení a ich zostáv s požiadavkami tejto normy pri dodržaní podmienok prepravy, skladovania a prevádzky.
Záručná doba od dátumu uvedenia do prevádzky:
6 mesiacov - pre miery a zostavy z ocele a pre zostavy z tvrdej zliatiny vrátane mier z ocele;
18 mesiacov - pre tvrdokovové miery a súpravy.
PRÍLOHA 1 Odkaz
VYSVETLENIE POJMOV POUŽITÝCH V TOMTO ŠTANDARDE
|
Dĺžka meradla (v akomkoľvek bode) |
Dĺžka kolmice, pubescenta od daného bodu meracej plochy koncovej miery k jej protiľahlej meracej ploche. Poznámka. Opačná meracia plocha pri absolútnej interferenčnej metóde merania dĺžky mier je plocha plochej pomocnej dosky z rovnakého materiálu a s povrchom rovnakej kvality ako koncová miera, na ktorú sa lapuje. |
|
Odchýlka hodnoty dĺžky koncovej miery od nominálnej |
Najväčší absolútny rozdiel medzi dĺžkou koncového bloku v ľubovoľnom bode a nominálnou dĺžkou koncového bloku. |
|
Odchýlka od rovinnej paralelnosti koncovej miery Prekrytie merania |
Rozdiel medzi najväčšou a najmenšou dĺžkou meradla. Vlastnosť meracích plôch koncovej miery, ktorá zaisťuje silnú priľnavosť koncových mier k sebe navzájom, ako aj k plochým kovovým, skleneným doskám pri priložení alebo nasunutí jednej koncovej miery na druhú alebo koncovej miery na dosku. Odieranie je charakterizované šmykovou silou. |
|
ochranné opatrenie |
Opatrenie inštalované na okraji bloku opatrení na ochranu hlavných opatrení pred opotrebovaním. |
|
Súbor špeciálnych opatrení |
Súbor opatrení určených na overovanie určitých výrobkov a meracích prístrojov (drôty, mikrometre, posuvné meradlá, optiky). |
PRÍLOHA 2 Povinné
SÚPRAVY ŠTANDARDOV ROVINNEJ PARALELNEJ DĹŽKY
|
I Číslo, ktoré som nastavil |
oo 1 Počet taktov vo w set |
1 Gradácia I miery, mm |
Menovité dĺžky mier, mm |
Počet opatrení |
Ochranné opatrenia |
Trieda presnosti súprav |
||
|
Menovitá hodnota dĺžky, mm |
Počet opatrení |
karbid |
||||||
|
Od 1 do 1,5 vrátane. | ||||||||
|
Od 1,6 do 2 vrátane | ||||||||
|
2,5 až 10 | ||||||||
|
Od 20 do 100 vrátane. | ||||||||
|
Od 1 DO 1,1 vrátane | ||||||||
|
Od 1,2 do 2 vrátane | ||||||||
|
Od 3 do 10 vrátane. | ||||||||
|
Od 20 do 100 vrátane. | ||||||||
|
Od 1 do 1,5 vrátane. | ||||||||
|
Od 1,6 do 2 vrátane | ||||||||
|
Od 2,5 do 25 vrátane. | ||||||||
|
Od 30 do 100 vrátane. | ||||||||
|
Od 2 do 2,01 vrátane | ||||||||
|
Od 1,99 do 2 vrátane | ||||||||
|
Od 1 do 1,01 vrátane | ||||||||
|
Od 0,99 do 1 vrátane | ||||||||
|
Od 125 do 200 vrátane. | ||||||||
|
* 400 *■ 500 * | ||||||||
|
Od 100 do 1000 vrátane. | ||||||||
|
Od 0,1 do 0,29 vrátane | ||||||||
|
0,3 až 0,7 | ||||||||
|
* 0,8 až 0,9 vrátane | ||||||||
|
Od 0,9 do 1,5 vrátane | ||||||||
|
Od 1,6 do 2 vrátane | ||||||||
|
Od 2,5 do 5 vrátane. | ||||||||
|
Od 10 do 100 vrátane. | ||||||||
|
Od 10,5 do 25 vrátane. | ||||||||
|
Od 30 do 100 vrátane. | ||||||||
|
Od 1 do 1,1 vrátane | ||||||||
|
Od 1,2 do 2 vrátane | ||||||||
|
Od 3 do 10 vrátane. | ||||||||
Pokračovanie
Upozornenie Koncové miery v súpravách č. 1, 2 a 3 z tvrdej zliatiny s dĺžkou nad 5 mm je možné nahradiť oceľovými koncovými mierami.
ŠPECIÁLNE SÚPRAVY ROVINNÝCH PARALELNÝCH DĹŽKOVÝCH OPATRENÍ
|
Trieda presnosti súprav | |||
|
karbid |
|||
|
Súprava č. 20 (23 taktov) 0,12; 0,14; 0,17; 0,2; 0,23; 0,26; 0,29; 0,34; 0,4; 0,43; 0,46; 0,57; 0,7; 0,9; 1,0; 1,16; 1,3; 1,44; 1,6; 1,7; 1,9; 2; 3,5 | |||
|
Súprava č. 21 (20 taktov) 5,12; 10,24; 15,36; 21,5; 25; 30,12; 35,24; 40,36; 46,5; 50; 55,12; 60,24; 65,36; 71,5; 75; 80,12; 85,24; 90,36; 96,5; 100 | |||
|
Súprava č. 22 (7 taktov) 21,2; 51,4; 71,5; 101,6; 126,8; 150; 175 | |||
|
Súprava č. 23 (13 taktov) 1,00; 1,00; 1,05; 1,10; 2,00; 2,00; 21,2; 51,4; 71,5; 101,6; 126,8; 150; 175 | |||
|
Súprava č. 24 (25 taktov) 1,00; 1,00; 1,04; 1,05; 1,06; 1,10; 1,11; 1,12; 1,13; 1,17; 1,18; 1,19; 2,00; 2,00; 21,2; 51,4; 71,5; 101,6; 126,8; 150; 175; 250; 400; 600; 1000 | |||
|
Súprava č. 25 (15 taktov) 0,990; 0,992; 0,994; 0,995; 0,996; 0,998; 1,000; 1,002; 1,005; 1,010; 1,015; 1,020; 1,030; 1,040; 1,050 | |||
|
Súprava č. 26 (8 taktov) 0,990; 0,995; 1,000; 1,005; 1,010; 1,020; 1,030; 1,050 | |||
|
Súprava č. 27 (9 taktov) 1,00; 1,02; 1,04; 1,05; 1,06; 1,08; 1,10; 1,15; 1,20 | |||
Pokračovanie
|
Nominálne hodnoty koncových mier, mm |
Trieda presnosti súprav | ||
|
karbid |
|||
|
Súprava č. 28 (28 taktov) 1,00; 1,02; 1,04; 1,06; 1,08; 1,10; 1,12; 1,14; 1,16; 1,18; 1,20; 1,24; 1,28; 1,30; 1,32; 1,36; 1,40; 1,50; 1,60; 1,70; 1,80; 1,90; 2,0; 2,2; 2,4; 2,6; 2,8; 3,0 | |||
|
Súprava č. 29 (8 taktov) 0,990; 0,995; 1,000; 1,005; 1,010; 1,020; 1,030; 1,040 | |||
|
Súprava č. 30 (7 taktov) 5,12; 10,24; 15,36; 19,50; 20; 21,50; 25 | |||
|
Súprava č. 31 (9 taktov) 1; 1,01; 1,02; 1,03; 1,04; 1,05; 1,06; 1,08; 1,10 | |||
|
Súprava č. 32 (7 taktov) 0,995; 1; 1,005; 1,010; 1,020; 1,030; 1,040 | |||
|
Súprava č. 33 (7 taktov) 1; 1,06; 1,10; 1,12; 1,18; 1,20; 1,30 | |||
|
Súprava č. 34 (9 taktov) 1,001; 1,002; 1,003; 1,005; 1,006; 1,007; 1,008; 1,009 | |||
|
Súprava č. 35 (9 taktov) 1,01; 1,02; 1,03; 1,04; 1,05; 1,06; 1,07; 1,08; 1,09 | |||
|
Súprava č. 36 (13 taktov) 1; 1,001; 1,002; 1,003; 1,004; 1,005; 1,006; 1,010; 1,020; 1,030; 1,040; 1,050; 1,060 | |||
|
Súprava č. 37 (8 taktov) 1-2 kusy; 10-2 kusy; 50-2 kusy; 100-2 ks. | |||
Poznámka. Koncové miery v súpravách č. 23 a 24 z tvrdej zliatiny s dĺžkou nad 5 mm je možné nahradiť oceľovými koncovými mierami.
PRÍLOHA 3. (Zmenené vydanie, Rev. č. 1).
SADA MERNÝCH KAMENOV
INFORMAČNÉ ÚDAJE
1. VYVINUTÉ A ZAVEDENÉ Ministerstvom strojárskeho a nástrojárskeho priemyslu ZSSR
VÝVOJÁRI
A.M. Smogorzhevsky, N.A. Michajlova
2. SCHVÁLENÉ A ZAVEDENÉ vyhláškou Štátneho výboru ZSSR pre riadenie kvality výrobkov a normy z 25. januára 1990 č.
Zmenu č. 1 prijala Medzištátna rada pre normalizáciu, metrológiu a certifikáciu (zápisnica č. 4 zo dňa 21.10.93)
3. VYMEŇTE GOST 9038-83
4. Periodicita - 5 rokov
5. Norma plne vyhovuje ST SEV 720-77
6. Do normy bola zavedená medzinárodná norma ISO 3650-78
7. REFERENČNÉ PREDPISY A TECHNICKÉ DOKUMENTY
|
Číslo položky, sekcia |
|
|
GOST 2.601-95 | |
|
GOST 8.001-80 | |
|
GOST 8.326-89 | |
|
GOST 8.367-79 | |
|
GOST 8.383-80 | |
|
GOST 2789-73 | |
|
GOST 2999-75 | |
|
GOST 4119-76 | |
|
GOST 9391-80 | |
|
GOST 13762-86 |
2.20.2, 2.21.1, sek. 5 |
|
1.3, 2.19, 3.1, 3.3-3.5, 4.1 |
|
|
TU 3-3.2123-88 | |
8. Obmedzenie doby platnosti bolo odstránené podľa protokolu č. 5-94 Medzištátnej rady pre normalizáciu, metrológiu a certifikáciu (IUS 11-12-94)
9. REPUBLIKÁCIA (marec 1998) s dodatkom č. 1 schváleným v júni 1996 (IUS 9-96)
Editor G S Sheko Technický redaktor N S Grishanova Korektor A/ I Pershina Počítačová korektúra L L Circular
Vydavateľ č. 021007 zo dňa 10 08 95 Vložené do sadzby 17 03 98 Podpísané do tlače 13 04 98
Náklad 231 kópií C460 Zak 304
Vydavateľstvo noriem IPK, 107076, Moskva, Kolodezny lane, 14 Napísané vo vydavateľstve na PC
Pobočka vydavateľstva IPK noriem - typ "Moskva tlačiareň", Moskva, Lyalin lane, 6
GOST 9038-90
Skupina P51
MEDZIŠTÁTNY ŠTANDARD
DĹŽKOVÉ MIERY, ROVINA-PARALELNÉ
technické údaje
Meracie bloky. technické údaje
ISS 17.040.30
39 3200 OKP
Dátum uvedenia 1991-07-01
INFORMAČNÉ ÚDAJE
1. VYVINUTÉ A ZAVEDENÉ Ministerstvom strojárskeho a nástrojárskeho priemyslu ZSSR
VÝVOJÁRI
A. M. Smogorzhevsky, N. A. Michajlova
2. SCHVÁLENÉ A ZAVEDENÉ vyhláškou Štátneho výboru ZSSR pre riadenie kvality výrobkov a normy z 25. januára 1990 N 86
Zmena N 1 prijatá Medzištátnou radou pre normalizáciu, metrológiu a certifikáciu (zápisnica N 4 zo dňa 21.10.93)
Hlasovali za prijatie:
Názov štátu | Názov národného normalizačného orgánu |
Arménska republika | Armstate štandard |
Bieloruskej republiky | Štátny štandard Bieloruska |
Kazašská republika | Štátna norma Kazašskej republiky |
Moldavská republika | Moldavský štandard |
Ruská federácia | Gosstandart Ruska |
Turkménsko | Hlavný štátny inšpektorát Turkménska |
Uzbekistanská republika | Uzgosstandart |
Štátny štandard Ukrajiny |
3. VYMEŇTE GOST 9038-83
4. Norma plne vyhovuje ST SEV 720-77
5. Do normy bola zavedená medzinárodná norma ISO 3650-78*
________________
* Prístup k medzinárodným a zahraničným dokumentom je možné získať kliknutím na odkaz na stránku http://shop.cntd.ru. - Poznámka výrobcu databázy.
6. REFERENČNÉ PREDPISY A TECHNICKÉ DOKUMENTY
Číslo položky, sekcia |
|
GOST 2.601-95 | |
GOST 8.001-80 | |
GOST 8.326-89 | |
GOST 8.367-79 | |
GOST 8.383-80 | |
GOST 2789-73 | |
GOST 2999-75 | |
GOST 4119-76 | |
GOST 9391-80 | |
GOST 13762-86 | 2.20.2, 2.21.1, oddiel 5 |
MI 1604-87 | 1.3, 2.19, 3.1, 3.3-3.5, 4.1 |
MI 2079-90 | |
MI 2186-92 | |
TU 3-3.2123-88 | |
RD 50-98-86 |
7. Doba platnosti bola odstránená podľa protokolu N 5-94 Medzištátnej rady pre normalizáciu, metrológiu a certifikáciu (IUS 11-12-94)
8. VYDANIE (február 2004) s dodatkom č. 1 schváleným v júni 1996 (IUS 9-96)
Táto norma platí pre planparalelné koncové bloky dĺžky (ďalej len koncové bloky) vyrobené z ocele s dĺžkou do 1000 mm a tvrdej zliatiny s dĺžkou do 100 mm, ktoré majú tvar pravouhlého rovnobežnostena s dvoma plochými vzájomne rovnobežnými meracími plochami .
Koncové opatrenia sú určené na použitie ako:
Pracovné opatrenia na nastavovanie a nastavovanie indikačných meracích prístrojov a na priame meranie lineárnych rozmerov priemyselných výrobkov;
vzorové miery na prenos veľkosti jednotky dĺžky z primárneho etalónu na koncové miery s nižšou presnosťou a na kontrolu a klasifikáciu meracích prístrojov.
Požiadavky tejto normy sú povinné.
1. HLAVNÉ PARAMETRE A ROZMERY
1.1. musia zodpovedať tým, ktoré sú uvedené v tabuľke 1.
stôl 1
Stupňovanie koncového rozchodu | Nominálne dĺžky kalibrových blokov |
||||||
1.2. Koncové miery musia byť vyrobené v týchto triedach presnosti: 0; 1; 2; 3 - vyrobené z ocele; 0; 1; 2 a 3 - tvrdá zliatina.
Poznámka. Koncové bloky z ocele a tvrdej zliatiny triedy presnosti 00 a 01 sú vyrobené po dohode medzi spotrebiteľom a výrobcom.
1.3. Koncové meradlá, ak sa používajú ako vzorové, musia byť overené ako vzorové 1, 2, 3 a 4 kategórie podľa MI 1604. Vzorové miery musia mať pri uvoľnení z výroby rozlišovací znak.
1.4. Koncové meradlá by mali byť zaslané v súpravách (pozri prílohu 2), špeciálnych súpravách (pozri prílohu 3) alebo jednotlivých mierach a súpravách (pozri prílohu 4).
Poznámka. Trieda presnosti súpravy je určená najnižšou triedou jednotlivých mier zahrnutých v súprave. Meradlo 1,005 mm, zahrnuté v súpravách 1, 2, 3, 12 a 15 3. triedy presnosti, musí byť minimálne 2. triedy presnosti.
1,2-1,4. (Zmenené vydanie, Rev. N 1).
1.5. Rozmery prierezu koncových mier (, ) musia zodpovedať rozmerom uvedeným v tabuľke 2.
tabuľka 2
Nominálne dĺžky kalibrových blokov | Veľkosť prierezu |
||||
Príklady symbolov:
Sada koncových blokov N 2 z ocele triedy presnosti 1:
Koncové miery 1-H2 GOST 9038-90
Sada koncových blokov N 3 z tvrdokovu triedy presnosti 2:
Koncové miery 2-N3-T GOST 9038-90
Merací blok, dĺžka 1,49 mm, vyrobený z ocele triedy presnosti 3:
Mierka 3-1,49GOST 9038-90
Súbor vzorových koncových mier 1. kategórie:
Koncové opatrenia príkladné 1-KO GOST 9038-90
Sada N 3 vzorových koncových blokov 2. kategórie:
Koncové opatrenia príkladné 2NO3 GOST 9038-90.
(Zmenené vydanie, Rev. N 1).
2. TECHNICKÉ POŽIADAVKY
2.1. Bloky mierok musia byť vyrobené v súlade s požiadavkami tejto normy podľa pracovných výkresov schválených predpísaným spôsobom.
2.2. Prípustné odchýlky dĺžky koncových mier od nominálnej pri teplote 20 ° C a odchýlky od rovinnej rovnobežnosti meracích plôch by nemali presiahnuť hodnoty uvedené v tabuľke 3.
Tabuľka 3
Prípustné odchýlky |
|||||||||||||||
dĺžka od menovitej hodnoty ±, µm, pre triedy presnosti | od rovinnej rovnobežnosti, µm, pre triedy presnosti |
||||||||||||||
Tieto požiadavky sa nevzťahujú na zónu so šírkou 0,5 mm pozdĺž okrajov meracej plochy, počítajúc od nepracovných plôch – pre miery s nominálnou dĺžkou do 0,29 mm vrátane a 0,8 mm – pre miery s menovitou dĺžkou viac ako 0,29 mm.
2.3 Odchýlky od rovinnosti meracích plôch koncových mier s dĺžkou nad 0,9 až 3 mm vo voľnom (nepreplátovanom) stave by nemali presiahnuť 2 mikróny.
2.4. Lapovanie meracích plôch koncových mier musí spĺňať požiadavky uvedené v tabuľke 4.
Tabuľka 4
Trieda presnosti koncového meradla | Lapovanie koncových mier na spodné sklenené ploché dosky s priemerom 60 mm podľa TU 3-3.2123* | Vzájomné prekrývanie koncových opatrení |
|
vyrobené z ocele, dĺžka od 0,6 do 100 mm | dĺžka tvrdokovu od 0,99 do 100 mm |
||
Bez rušivých pásikov a odtieňov pri pohľade v bielom svetle | Šmyková sila od 29,4 do 78,5 N | ||
Šmyková sila od 29,4 do 98,1 N |
|||
1; 2 a 3 | Žiadne rušivé prúžky. Povolené odtiene vo forme jasných škvŕn pozorovaných v bielom svetle | ||
________________
* Špecifikácie uvedené nižšie sú vývojom autora. Viac informácií nájdete v odkaze. - Poznámka výrobcu databázy.
Tolerancia rovinnosti sklenených tabúľ 0,03 µm - pre triedy presnosti 00, 01 a 0; 0,1 µm - pre triedy presnosti 1, 2 a 3.
2.5. Parameter drsnosti meracích plôch koncových mier je 0,063 µm podľa GOST 2789.
2.6. Hrany meracích plôch koncových mier musia byť zaoblené s polomerom nepresahujúcim 0,3 mm, alebo musia mať skosenie maximálne 0,3 mm.
Na meracích plochách koncových mier, vrátane oblasti prechodu skosenia na meraciu plochu, by nemali byť žiadne chyby, ktoré by nepriaznivo ovplyvňovali používanie koncových mier.
Na meracích plochách koncových mier sú povolené škrabance, ktoré neovplyvňujú lapovanie (odsek 2.4) a odchýlku dĺžky od menovitej hodnoty a od rovnobežnosti roviny (odsek 2.2).
2.7. (Vylúčené, Rev. N 1).
2.8. Na meracích plochách koncových blokov z tvrdej zliatiny vo vzdialenosti do 1 mm od stredu meracej plochy a v rohových bodoch vo vzdialenosti 1-2 mm od nepracovných plôch mier tried presnosti 00, 0, póry so šírkou viac ako 120 mikrónov a miery tried presnosti 1 nie sú povolené, 2 a 3 - póry so šírkou viac ako 200 µm. Stupeň pórovitosti by nemal presiahnuť 0,4% podľa GOST 9391.
2.9. Teplotný koeficient lineárnej rozťažnosti materiálu koncových mier z ocele na 1 m a 1 °C by mal byť v rozmedzí 10,5-12,5 mikrónov pri teplote 10 až 30 °C.
2.10. Koncové meradlá vyrobené z tvrdej zliatiny musia mať teplotný koeficient lineárnej rozťažnosti pri teplote 10 až 30 °C podľa tabuľky 5 a musia byť vyrobené výhradne z tvrdej zliatiny alebo ocele s meracími plochami vybavenými tvrdou zliatinou.
Tabuľka 5
Menovité dĺžky koncových mier, mm | Teplotný koeficient lineárnej rozťažnosti koncových mier, mikróny, na 1 ma 1 °С | Trieda presnosti koncového meradla |
|||
V pasporte koncových blokov vyrobených z tvrdej zliatiny musí výrobca uviesť hodnotu teplotného koeficientu lineárnej rozťažnosti mier zodpovedajúcich stupňu tvrdej zliatiny použitej v súprave.
2.11. Tvrdosť meracích plôch koncových mier vyrobených z ocele musí byť najmenej 800 HV podľa GOST 2999.
2.12. (Vylúčené, Rev. N 1).
2.13. Zmena dĺžky koncových opatrení v priebehu roka v dôsledku nestability materiálu by nemala presiahnuť hodnoty uvedené v tabuľke 6.
Tabuľka 6
Trieda presnosti koncového meradla | Prípustná zmena dĺžky miery (, mm) v priebehu roka, mikróny |
0,02+0,0002 |
|
0,02+0,0005 |
|
Požiadavky na stálosť koncových mier v čase musí zabezpečiť výrobca za predpokladu, že koncové miery neboli vystavené prudkým teplotným účinkom, vibráciám a otrasom, ako aj vplyvom magnetických polí, s výnimkou magnetického poľa zem.
(Zmenené vydanie, Rev. N 1).
2.14. Tolerancia kolmosti nepracovných plôch vzhľadom na meracie plochy musí zodpovedať tolerancii uvedenej v tabuľke 7.
Tabuľka 7
Menovité dĺžky koncových mier, mm | Tolerancia kolmosti nepracovných plôch vzhľadom na meracie plochy pozdĺž dĺžky koncového bloku, µm |
|||
2.15. Na nepracovných plochách koncových mier s menovitou dĺžkou väčšou ako 100 mm by sa mali ťahy aplikovať vo vzdialenosti 0,211 od koncov miery.
2.16. Na spájanie mier do blokov s potermi podľa GOST 4119 musia mať koncové miery zahrnuté v súpravách č. 8 a 9, ako aj koncové miery nad 100 mm v súpravách N 22-24 dva otvory; ochranné miery 50 mm a koncové miery 51,4 a 71,5 mm v súpravách N 22-24 - jeden otvor.
Otvory by sa mali nachádzať vo vzdialenosti 25 mm od meracích plôch a merali 51,4 a 71,5 mm od jednej z meracích plôch.
2.17. (Vylúčené, Rev. N 1).
2.18. Vysvetlenia pojmov používaných v tejto norme sú uvedené v prílohe 1.
2.19. Každá súprava meracích blokov a sada súprav musia byť zabalené v kufri, ku ktorému je priložený pas v súlade s GOST 2.601 * a pre vzorové meracie bloky osvedčenie o overení podľa MI 1604.
________________
* Dokument neplatí na území Ruskej federácie. GOST 2.601-2006 je v platnosti. - Poznámka výrobcu databázy.
(Zmenené vydanie, Rev. N 1).
2.20. Označovanie
2.20.1. Každá koncová miera musí byť označená svojou menovitou dĺžkou. Na koncových blokoch s dĺžkou 5,5 mm alebo menšou by mala byť hodnota nominálnej dĺžky čo najďalej od stredu meracej plochy tak, aby v jej strednej časti zostala zóna s dĺžkou 9 mm bez nápisov.
Na koncových blokoch s dĺžkou väčšou ako 5,5 mm musí byť na nepracovnej ploche nanesená hodnota menovitej dĺžky a ochranná známka výrobcu. Na ochranných a vzorových opatreniach sa okrem vyššie uvedeného označenia musí použiť rozlišovacie označenie. Na koncových klátikoch tried presnosti 00, 01 a 0 je povolené vyznačiť číslo súpravy alebo iné doplnkové označenie.
2.20.2. Označenie na puzdre - v súlade s GOST 13762.
V prípade každej sady je potrebné použiť:
ochranná známka výrobcu (na vonkajšom povrchu krytu);
poradové číslo súpravy alebo súpravy;
trieda presnosti (pre miery pracovného limitu); prepustenie (pre príkladné konečné opatrenia); nápis "vzorové opatrenia" (na vonkajšom povrchu krytu puzdra súpravy alebo sady vzorových koncových opatrení);
označenie tejto normy;
písmeno "T" (pre karbidové súpravy) na vnútornej strane puzdra.
Pre každú zásuvku, v ktorej je umiestnená koncová miera, musia byť uvedené hodnoty nominálnej dĺžky.
2.20.1, 2.20.2. (Zmenené vydanie, Rev. N 1).
2.21. Balíček
2.21.1. Koncové miery v súpravách a koncové miery dĺžky od 500 do 1000 mm, zasielané samostatne, musia byť zabalené v obaloch vyrobených z materiálov podľa GOST 13762.
Každý merací blok v súprave musí byť zasunutý do príslušnej zásuvky a nesmie z nej pri prevrátení uzavretého puzdra vypadnúť.
3. PRIJATIE
3.1. Na kontrolu súladu koncových mier s požiadavkami tejto normy sa vykonávajú štátne skúšky, metrologická certifikácia (pre vzorové koncové miery), preberacia kontrola, periodické skúšky a skúšky zhody s opatreniami na teplotný koeficient lineárnej rozťažnosti materiálu koncových mier. (odseky 2.9 a 2.10) a pre stabilitu dĺžky sa vykonávajú koncové opatrenia v čase (odsek 2.13 - pre pracovné miery, bod 1.6 MI 1604 - pre vzorové miery).
Je povolené skúšať podľa článkov 2.9, 2.10 a 2.13, ako aj kombinovať skúšky podľa článku 1.6 MI 1604 s periodickými.
3.2. Štátne skúšky - podľa GOST 8.383* a GOST 8.001*.
Metrologická certifikácia - podľa GOST 8.326*.
________________
* Na území Ruskej federácie platí PR 50.2.009-94.
Dokument neplatí na území Ruskej federácie. Zrušená na základe príkazu Ministerstva priemyslu a obchodu Ruska zo dňa 30.11.2009 N 1081. Postup pri skúšaní štandardných vzoriek alebo meradiel na účely typového schválenia, postup pri schvaľovaní typu štandardných vzoriek resp. druh meradiel, postup pri vydávaní osvedčení o schválení typu etalónových vzoriek alebo druhu merania prostriedkov, ustanovenie a zmena doby platnosti určených osvedčení a interval medzi overovaním meradiel, Požiadavky na schvaľovacie značky typu etalónových vzoriek alebo typu meradiel a postupu pri ich aplikácii. - Poznámka výrobcu databázy.
3.1, 3.2. (Zmenené vydanie, Rev. N 1).
3.3. Pri preberacej kontrole sa každé koncové opatrenie kontroluje z hľadiska súladu s požiadavkami odsekov 2.2, 2.3, 2.4 (v zmysle odierania opatrení o sklenené dosky), 2.8 a 2.14-2.16.
Odsek 2.5 a odsek 2.4 (z hľadiska šmykovej sily) sa kontrolujú selektívne v súlade s MI 1604.
3.4. Periodické skúšky sa vykonávajú aspoň raz za tri roky, aby sa splnili všetky požiadavky tejto normy, okrem článkov 2.9, 2.10, 2.13 a 1.6 MI 1604. Periodické skúšky by sa mali vykonávať na typických predstaviteľoch:
na akejkoľvek jednej sade koncových blokov s dĺžkou do 100 mm vyrobených z ocele akejkoľvek triedy presnosti a (alebo) kategórie;
na ktorejkoľvek sade koncových blokov s dĺžkou viac ako 100 mm z ocele akejkoľvek triedy presnosti a (alebo) kategórie;
na akejkoľvek jednej sade koncových blokov vyrobených z tvrdej zliatiny akejkoľvek triedy presnosti a (alebo) kategórie.
Z každého súboru sa vyberie aspoň 10 % koncových taktov z ich celkového počtu v jednom súbore, nie však menej ako štyri takty.
V súprave koncových blokov z tvrdej zliatiny s oceľovými koncovými blokmi sa na testovanie vyberie 10 % mier z tvrdej zliatiny a 10 % oceľových mier, ale nie menej ako štyri miery z tvrdej zliatiny a ocele.
Výsledky periodických testov sa považujú za uspokojivé, ak všetky testované opatrenia spĺňajú všetky kontrolované požiadavky.
3.5. Skúšky podľa článkov 2.9, 2.10 a 2.13 a článku 1.6 MI 1604 sa vykonávajú najmenej raz za tri roky, najmenej na štyroch mierach každého reprezentatívneho typu v súlade s článkom 3.4 tejto normy. V prípade kombinovania testov s periodickými testami sa miery vyberajú zo súborov vybraných pre periodické testy.
Skúšky sa môžu vykonať na najmenej štyroch samostatne vyrobených mierach z tvrdej zliatiny a ocele.
Výsledky skúšok sa považujú za uspokojivé, ak všetky skúšané opatrenia spĺňajú skúšané požiadavky.
3,4, 3,5. (Zmenené vydanie, Rev. N 1).
3.6. (Vylúčené, Rev. N 1).
4. KONTROLNÉ A SKÚŠOBNÉ METÓDY
4.1. Overenie koncových opatrení podľa MI 2079, MI 2186, GOST 8.367 a MI 1604.
(Zmenené vydanie, Rev. N 1).
4.2. Vplyv environmentálnych klimatických faktorov počas prepravy sa kontroluje v klimatických komorách. Testy sa vykonávajú v nasledujúcom režime: pri teplote plus (50 ± 3) °С, mínus (50 ± 3) °С a pri relatívnej vlhkosti (95 ± 3) % pri teplote (35 ± 3). ) °С. Expozícia v klimatickej komore v každom režime 2 hodiny Po testovaní musia všetky testované opatrenia spĺňať požiadavky bodu 2.2; 2,3; 2.4.
4.3. Pri kontrole vplyvu transportného trasenia sa používa otrasový stojan, ktorý vytvára trasenie so zrýchlením 30 m/s a frekvenciou 80-120 tepov za minútu.
Krabice so zabalenými mierami sú pripevnené k stojanu a testované celkovým počtom nárazov 15000. Po odskúšaní by metrologické charakteristiky mier nemali prekročiť hodnoty stanovené touto normou.
5. PREPRAVA A SKLADOVANIE
Preprava a skladovanie - podľa GOST 13762.
Koncové miery je dovolené prepravovať bez ich zabalenia do prepravného kontajnera.
6. NÁVOD NA POUŽITIE
Prevádzkové podmienky koncových opatrení - v súlade s RD 50-98.
7. ZÁRUKA VÝROBCU
Výrobca garantuje súlad koncových opatrení a ich zostáv s požiadavkami tejto normy pri dodržaní podmienok prepravy, skladovania a prevádzky.
Záručná doba od dátumu uvedenia do prevádzky:
6 mesiacov - pre miery a zostavy z ocele a pre zostavy z tvrdej zliatiny vrátane mier z ocele;
18 mesiacov - pre tvrdokovové miery a súpravy.
PRÍLOHA 1 (informatívna). VYSVETLENIE POJMOV POUŽITÝCH V TOMTO ŠTANDARDE
PRÍLOHA 1
Odkaz
Dĺžka meradla (v akomkoľvek bode) | Dĺžka kolmice klesajúcej z daného bodu meracej plochy koncovej miery k jej protiľahlej meracej ploche. |
Poznámka. Opačná meracia plocha pri absolútnej interferenčnej metóde merania dĺžky mier je plocha plochej pomocnej dosky z rovnakého materiálu a s povrchom rovnakej kvality ako koncová miera, na ktorú sa lapuje. |
|
Odchýlka hodnoty dĺžky koncovej miery od nominálnej | Najväčší absolútny rozdiel medzi dĺžkou koncového bloku v ľubovoľnom bode a nominálnou dĺžkou koncového bloku. |
Odchýlka od rovinnej paralelnosti koncovej miery | Rozdiel medzi najväčšou a najmenšou dĺžkou meradla. |
Prekrytie merania | Vlastnosť meracích plôch koncovej miery, ktorá zaisťuje silnú priľnavosť koncových mier k sebe navzájom, ako aj k plochým kovovým, skleneným doskám pri priložení alebo nasunutí jednej koncovej miery na druhú alebo koncovej miery na dosku. Odieranie je charakterizované šmykovou silou. |
ochranné opatrenie | Opatrenie inštalované na okraji bloku opatrení na ochranu hlavných opatrení pred opotrebovaním. |
Súbor špeciálnych opatrení | Súbor opatrení určených na overovanie určitých výrobkov a meracích prístrojov (drôty, mikrometre, posuvné meradlá, optiky). |
PRÍLOHA 2 (povinné). SÚPRAVY ŠTANDARDOV ROVINNEJ PARALELNEJ DĹŽKY
DODATOK 2
Povinné
Nastaviť číslo | Počet taktov v sade | Stupňovanie mier, mm | Menovité dĺžky mier, mm | Počet opatrení | Ochranné opatrenia | Trieda presnosti súprav |
||||||
Menovitá hodnota dĺžky, mm | Počet opatrení | z ocele | karbid |
|||||||||
0; 1; 2 a 3 | ||||||||||||
0; 1; 2 a 3 | ||||||||||||
Poznámka. Koncové miery v súpravách N 1, 2 a 3 z tvrdej zliatiny s dĺžkou nad 5 mm je možné nahradiť oceľovými koncovými mierami.
PRÍLOHA 3 (odporúčané). ŠPECIÁLNE SÚPRAVY ROVINNÝCH PARALELNÝCH DĹŽKOVÝCH OPATRENÍ
Nominálne hodnoty koncových mier, mm | Trieda presnosti súprav | Vybíjacie súpravy |
|
z ocele | karbid | ||
Súprava N 20 (23 taktov) | |||
0,12; 0,14; 0,17; 0,2; 0,23; 0,26; 0,29; 0,34; 0,4; 0,43; 0,46; 0,57; 0,7; 0,9; 1,0; 1,16; 1,3; 1,44; 1,6; 1,7; 1,9; 2; 3,5 | |||
Súprava N 21 (20 taktov) | |||
5,12; 10,24; 15,36; 21,5; 25; 30,12; 35,24; 40,36; 46,5; 50; 55,12; 60,24; 65,36; 71,5; 75; 80,12; 85,24; 90,36; 96,5; 100 | |||
Súprava N 22 (7 opatrení) | |||
21,2; 51,4; 71,5; 101,6; 126,8; 150; 175 | |||
Súprava N 23 (13 taktov) | |||
1,00; 1,00; 1,05; 1,10; 2,00; 2,00; 21,2; 51,4; 71,5; 101,6; 126,8; 150; 175 | |||
Súprava N 24 (25 taktov) | |||
1,00; 1,00; 1,04; 1,05; 1,06; 1,10; 1,11; 1,12; 1,13; 1,17; 1,18; 1,19; 2,00; 2,00; 21,2; 51,4; 71,5; 101,6; 126,8; 150; 175; 250; 400; 600; 1000 | |||
Súprava N 25 (15 taktov) | |||
0,990; 0,992; 0,994; 0,995; 0,996; 0,998; 1,000; 1,002; 1,005; 1,010; 1,015; 1,020; 1,030; 1,040; 1,050 | |||
Súprava N 26 (8 taktov) | |||
0,990; 0,995; 1,000; 1,005; 1,010; 1,020; 1,030; 1,050 | |||
Súprava N 27 (9 taktov) | |||
1,00; 1,02; 1,04; 1,05; 1,06; 1,08; 1,10; 1,15; 1,20 | |||
Súprava N 28 (28 taktov) | |||
1,00; 1,02; 1,04; 1,06; 1,08; 1,10; 1,12; 1,14; 1,16; 1,18; 1,20; 1,24; 1,28; 1,30; 1,32; 1,36; 1,40; 1,50; 1,60; 1,70; 1,80; 1,90; 2,0; 2,2; 2,4; 2,6; 2,8; 3,0 | |||
Súprava N 29 (8 taktov) | |||
0,990; 0,995; 1,000; 1,005; 1,010; 1,020; 1,030; 1,040 | |||
Súprava N 30 (7 opatrení) | |||
5,12; 10,24; 15,36; 19,50; 20; 21,50; 25 | |||
Súprava N 31 (9 taktov) | |||
1; 1,01; 1,02; 1,03; 1,04; 1,05; 1,06; 1,08; 1,10 | |||
Súprava N 32 (7 taktov) | |||
0,995; 1; 1,005; 1,010; 1,020; 1,030; 1,040 | |||
Súprava N 33 (7 taktov) | |||
1; 1,06; 1,10; 1,12; 1,18; 1,20; 1,30 | |||
Súprava N 34 (9 taktov) | |||
1,001; 1,002; 1,003; 1,005; 1,006; 1,007; 1,008; 1,009 | |||
Súprava N 35 (9 taktov) | |||
1,01; 1,02; 1,03; 1,04; 1,05; 1,06; 1,07; 1,08; 1,09 | |||
Súprava N 36 (13 taktov) | |||
1; 1,001; 1,002; 1,003; 1,004; 1,005; 1,006; 1,010; 1,020; 1,030; 1,040; 1,050; 1,060 | |||
Súprava N 37 (8 taktov) | |||
1 - 2 kusy; 10 - 2 ks; 50 - 2 ks; 100 - 2 ks. | |||
Poznámka. Koncové miery v súpravách N 23 a 24 z tvrdej zliatiny s dĺžkou nad 5 mm je možné nahradiť koncovými mierami z ocele.
PRÍLOHA 3. (Zmenené vydanie, Rev. N 1).
PRÍLOHA 4 (odporúčané). SADA MERNÝCH KAMENOV
Nastaviť číslo | |
3, 10, 11, 16, 17, 20, 21 |
PRÍLOHA 4. (Dodatočne zavedené, Rev. N 1).
ROŠTANDARD FA pre technický predpis a metrológiu
NOVÉ NÁRODNÉ ŠTANDARDY: www.protect.gost.ru
ŠTANDARTINY FSUE poskytovanie informácií z databázy „Produkty Ruska“: www.gostinfo.ru
FA PRE TECHNICKÝ PREDPIS Systém „nebezpečný tovar“: www.sinatra-gost.ru
Slúžia na prenos rozmerov zo štandardu na výrobok. V strojárstve a iných priemyselných odvetviach sa používajú na tieto účely:
- Podľa GOST 9038-83 koncové bloky dĺžky (skr. KMD) sú vyrobené vo forme pravouhlého rovnobežnostena s dvoma vzájomne rovnobežnými plochými meracími plochami. ukladanie a prenos jednotky dĺžky;
- overovanie kalibrov;
- kalibrácia a overovanie rôznych mier a meracích prístrojov;
- vysoko presné označovanie a koordinácia vŕtacích prác;
- určovanie rozmerov prípravkov a výrobkov;
- nastavovanie strojov, nástrojov a pod.
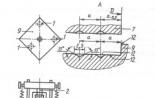
Nominálna veľkosť KMD
Ako veľkosť planparalelného CMD sa berie jeho stredná dĺžka l (obr. b). Stredná dĺžka je určená kolmicou spustenou zo stredu jednej z meracích plôch KMD na opačnú plochu. Menovitá veľkosť strednej dĺžky l ovplyvňuje definíciu hodnoty strán a a b v priereze mier.
Napríklad pri 10 mm< l < 0,29 мм а=30 -0,28 ; b= -0,20 -0,30 ; при 10 мм < l < 250 мм а=35 -0,34 ; b= -0,20 -0,30 .
Menovitá veľkosť strednej dĺžky je uvedená na každom bloku dĺžky.
Koncové meradlá sa vyrábajú v triedach presnosti:
- oceľ 00; 01; 0; 1; 2; 3;
- karbid 00; 0; 1; 2 a 3.
Najpresnejšia je trieda 00.
Súpravy meracích blokov
 Podľa GOST môžu byť planparalelné koncové bloky dĺžky dokončené v súpravách podľa ich počtu a rozmerov menovitej dĺžky. Počet KMD v súpravách od č.1 po č.19 sa pohybuje od 2 do 112 kusov. Sada č.20 poskytuje 23 taktov dĺžky, č.21 - 20 taktov, č.22 - 7.
Podľa GOST môžu byť planparalelné koncové bloky dĺžky dokončené v súpravách podľa ich počtu a rozmerov menovitej dĺžky. Počet KMD v súpravách od č.1 po č.19 sa pohybuje od 2 do 112 kusov. Sada č.20 poskytuje 23 taktov dĺžky, č.21 - 20 taktov, č.22 - 7.
Sady sú skompletizované tak, že z minimálneho počtu CMD je možné vyrobiť blok ľubovoľnej veľkosti až na tretie desatinné miesto. Na základe tejto požiadavky sa vyberú menovité rozmery planparalelných KMD a odstupňovanie ich rozmerov.
Štandardná gradácia v sadách kalibrových blokov vyzerá takto: 0,001; 0,01; 0,1; 0,5; 1; 10; 25; 50 a 100 mm.
Nominálne hodnoty dĺžky KMD sa pohybujú od 1,005 do 100 mm. Napríklad sada 112 blokov meradla obsahuje:
- dĺžková miera 1,005 mm - 1 ks;
- 1-1,5 mm až 0,01 mm - 51 ks;
- 1,6-2 mm až 0,1 mm - 5 ks;
- 0,5 mm - 1 ks;
- 2,5-25 mm až 0,5 mm - 46 ks;
- 30-100 mm až 10 mm - 8 ks.
Jedna miera dĺžky s najnižšou triedou presnosti určuje triedu presnosti súpravy. Menovitá dĺžka každej miery dĺžky a odchýlka sú uvedené v pase, ktorý je priložený k súprave KMD.
Vypúšťa KMD
Na základe chyby v meraní dĺžky koncových mier (certifikačných chýb) a ich odchýlok od rovnobežnosti a rovinnosti sú KMD rozdelené do 5 kategórií, označených 1, 2, 3, 4, 5. Najmenšia chyba certifikácie je charakteristická pre 1. kategórii. Chybové hodnoty sú uvedené v osvedčení o meraní dĺžky.
Pri určovaní veľkosti bloku dlaždíc sa zohľadňujú skutočné odchýlky v osvedčení o mierach, pre ktoré je stanovená kategória spolu s menovitou hodnotou mier.
Bloky KMD
 Dôvodom rozšíreného používania kalibrových blokov v priemysle je ich hlavná vlastnosť - lapovanie. KMD sú schopné pevne priľnúť, keď sa jedno opatrenie natlačí na druhé alebo sa aplikuje (obr. c).
Dôvodom rozšíreného používania kalibrových blokov v priemysle je ich hlavná vlastnosť - lapovanie. KMD sú schopné pevne priľnúť, keď sa jedno opatrenie natlačí na druhé alebo sa aplikuje (obr. c).
Súdržnosť (alebo adhézia) CMD je zabezpečená molekulárnymi silami adhézie v prítomnosti ultratenkého mazacieho filmu medzi mierami - od 0,05 do 0,1 mikrónu. Minimálna šmyková sila jednej dĺžkovej miery voči druhej je 30...40 N, pre nové hodnoty sily KMD sú 10...20 krát vyššie. Podľa normy sú oceľové meracie bloky navrhnuté na 500 kôl s pravdepodobnosťou bezporuchovej prevádzky 0,8, karbid - 30 000 kôl s pravdepodobnosťou 0,9.
Blok danej veľkosti je zložený z najmenšieho možného počtu taktov. Najprv sa vyberie KMD, ktorý umožňuje získať tisíciny milimetra, po nich - stotiny, desatiny a celé milimetre.
Napríklad, ak chcete získať blok s veľkosťou 28,495 mm, musíte zo súpravy KMD č. 1 odmerať dĺžku 1,005, potom 1,49, 6 a 20: 1,005 + 1,49 + 6 + 20 \u003d 28,495 mm.
Minimálny počet meracích blokov v bloku zvýši jeho presnosť, pretože sa zníži celková chyba. Zvyšuje sa aj spoľahlivosť bloku, t.j. znižuje sa pravdepodobnosť jeho zničenia. Počet KMD v bloku by nemal presiahnuť 5 kusov.
Použitie nasledujúceho príslušenstva umožňuje výrazne rozšíriť rozsah CMD:

Materiál KMD
Koncové bloky sú vyrobené prevažne z ocele s koeficientom teplotnej rozťažnosti (11,5 ± 0,1) 10 -6 mm na 1 ° C so zmenami teploty od 10 do 30 ° C. Takéto vlastnosti majú chrómové ocele X, 20KhG, ShKh15, KhG.
Tvrdosť meracích plôch takýchto dĺžkových mier nie je menšia ako HRC 62. Menej často sa KMD vyrába z tvrdej zliatiny značky VK6M s koeficientom tepelnej rozťažnosti 3,6,10 -6 mm na 1 °C. Odolnosť proti opotrebeniu takýchto opatrení sa v porovnaní s oceľovými zvyšuje 10-40 krát. V práci však treba brať do úvahy, že v dôsledku rozdielu teplotných koeficientov môže dochádzať k výrazným chybám pri meraní ocele a tvrdozliatej CMD.
Vysoká odolnosť proti opotrebeniu a dobré lapovanie koncových mier sa dosahuje pri drsnosti meracích plôch maximálne 0,063 mikrónu podľa kritéria Rz a drsnosti nepracujúcich povrchov - Ra 0,63 mikrónu.
Priemerná trvanlivosť ocele KMD - od 1 roka, karbidu - od 2 rokov.